Трубогиб профильной трубы
Содержание
- Самодельный трубогиб для профильных труб
- Самодельный профилегиб без токарных работ.
- Важные технические моменты при изготовлении профилегиба.
- Как сделать ролики для профилегиба.
- Как закрепить подшипники на каркасе профилегиба.
- Конструктивные особенности профилегибов.
- Как сделать ручной профилегиб с обкатным роликом.
- Трубогиб для профильных труб своими руками
- Назначение и виды
- Конструкции самодельных приспособлений
- Делаем трубогиб своими руками
- Гибочный станок для профильных труб
- Вариации самодельных трубогибов на фото
- Конструкция и принцип работы гибочных станков для листового металла
- Конструкция и сферы применения листогибочного станка
- Технические характеристики
- Виды листогибов
- Преимущества и недостатки гибочных станков
- Принципы выбора и эксплуатации листогиба
- Листогиб своими руками
- Изготовление трубогиба своими руками: варианты конструкции и особенности готовых изделий
- Разновидности трубогибочных приспособлений и механизмов
- Простое приспособление для гибки металлических труб
- Изготовление электромеханического трубогиба
- Изготовление вальцов
- Конструкция рамы
- Прижимной механизм
- Электрический привод
- Технология гибки
- 8 способов сделать трубогиб своими руками
- Что это такое и для чего он нужен?
- Устройство
- Виды
- Принцип работы
- Для профильной трубы
- Простой трубогиб
- Изготовление компактного трубогиба-улитки
Самодельный трубогиб для профильных труб

Здравствуйте. Сегодня я хочу рассказать вам про мой самодельный трубогиб, который я сделал этой зимой.
Мысль о том, чтобы собрать такой станок была у меня давно. С его помощью можно прокатывать профильные трубы, придавая им форму дуги. Такая операция очень востребована — можно собрать, например, теплицу, навес, козырёк над входом. Можно придать интересную форму верхнему краю ворот, или металлического забора…
…И вот этой зимой я нашёл время и занялся этой самоделкой. При проектировании я обдумал следующие моменты:
Учитывая то, что я не собираюсь пользоваться им профессионально, я решил сделать относительно лёгкую конструкцию, которую легко к тому-же перевозить, и которая не будет занимать много места при хранении. (Ведь гнуть трубы я буду или возле дома, или на даче. Пользоваться я им буду не каждый год. И уж точно не придётся мне гнуть трубы большого сечения). Поэтому мощную стационарную конструкцию с большим ресурсом я решил не делать…
..В сети есть множество описаний подобных станков. Принцип действия у них одинаков — основу составляют три вала, один из которых подвижен в вертикальной плоскости. Именно он прогибает трубу и она, прокатываясь по этим валам, приобретает форму дуги.
… В основном, они все делятся на два типа:
1. С «ломающейся» станиной: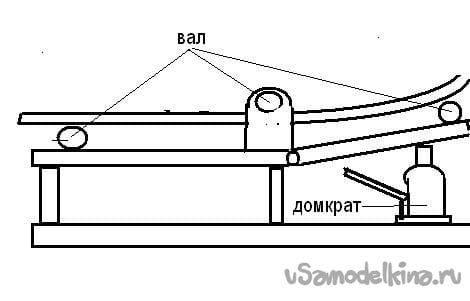
2. С подвижной центральной кареткой.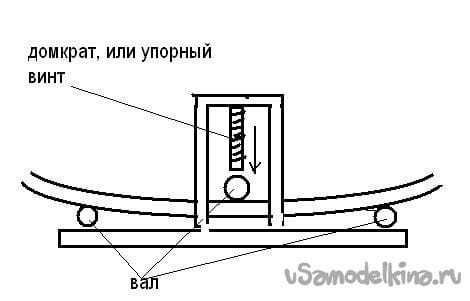 Второй тип более компактен (хоть и более сложен), поэтому я решил сделать именно такой.
Второй тип более компактен (хоть и более сложен), поэтому я решил сделать именно такой.
…В свою очередь, трубогибы с подвижной центральной кареткой подразделяются тоже на два типа: С ведущим центральным валом и с двумя ведущими крайними валами, соединёнными между собой приводной цепью.
Если сделать ведущим центральный вал, то есть возможность легко изменять расстояние между крайними, что даст дополнительную регулировку работы в зависимости от сечения (а значит жёсткости) различных профильных труб.
Я вначале сомневался, не будет ли проскальзываний, если только один вал будет ведущим, но пронаблюдав в работе трубогиб с одним ведущим валом, понял, что на не особо больших сечениях этого усилия вполне достаточно. А я не собираюсь гнуть трубы высотой больше, к примеру, 60-ти мм… Поэтому я остановился на таком устройстве.
И вот спустя какое-то время, у меня получился трубогиб, который вы увидите в этом видеоролике:
Итак, подробнее… Мне понадобилось:
1. Старый неисправный гидравлический домкрат
2. Профильные трубы различных сечений.
3. Круг диаметром 40 мм, длинной 500 мм.
4. Подшипники 6206 4шт
5. Подшипники 6202 8 шт.
6. Швеллер №65
7. Упорные подшипники 2 шт.
8. Метизы (болты, гайки, шайбы, шплинты)
Начал я с изготовления основных рабочих элементов — валов. У меня был 40-ка мм кругляк, длинной полметра. Можно было взять потолще, но… этот у меня был! ))). А посему я распилил его на три части. Две — по 130 мм, и одну — всё, что осталось))))). На токарном станке проточил валы под подшипники (до 30-ти мм диаметра)
Валы готовы. Приступил к сборке каретки. Её я решил изготовить из 65-го швеллера — в него хорошо укладывались 206-е подшипники…



После того, как я вырезал швеллер нужной длины, я просверлил в его центре отверстие, а по бокам приварил поперёк по уголку:
После этого я приступил к изготовлению центрального винта. Его я взял из старого гидравлического домкрата, который нашёл на металлоломе. Когда я убедился, что он уже никогда не будет домкратом, я решил его использовать.
Сам винт был диаметром 30 мм. В его торце, сверлом 8мм я просверзил глухое отверстие, забил туда шпильку и прихватил её сваркой:
Винт в домкрате вкручивался в поршень. Я отрезал от него верхнюю часть (с резьбой) и ещё одно кольцо, шириной 20 мм.
Это колцо я одел на винт, сам винт вставил шпилькой в отверстие каретки и приварил кольцо к каретке:
Это будет посадочное место для опорного подширника. (Его я подобрал по наружному диаметру)
На шпильку я навернул гайку, и просверлил отверстие в гайке и в шпильке:
Можно было только в шпильке, но так мне показалось надёжнее. Теперь гайку можно зашплинтовать после сборки узла. А узел, как вы догадались, состоит из винта, подшипника, каретки, второго подшипника и гайки.
Теперь, при нажатии винт будет упираться в каретку через верхний подшипник, а при подъёме каретка повиснет на нём через нижний.
По бокам каретки я приварил по обрезку профильной трубы 50 на 20 — это будут направляющие, а в углах просверлил отверстия и нарезал резьбу М6 . В них вкрутятся болты крепления хомутов ведущего вала.
Сами хомуты крепления подшипников я вырезал из жести — крепости там не надо, лишь бы вал не падал при подъёме каретки:
Далее я приступил к изготовлению верхней плиты. Её нужно сделать очень прочной — на неё придётся всё усилие винта при прогибании им трубы. Поэтому я её изготовил из того-же 65-го швеллера. Так как для вертикальных стоек я решил использовать профильную трубу 50 на 25 (расстояние между полками 65-го швеллера как раз 50 мм. Стойки войдут в него и закркпятся болтами М10 с гайками), то ширина верхней плиты у меня должна быть на 50 мм больше ширины каретки ( 2 раза по 25). Я вырезал два таких куска швеллера.
Ещё один разрезал на половиу и распустил вдоль:
В центр вставил резьбовую часть, отрезанную от поршня домкрата:
Всё сварил и обрезал лишнее:
Далее я приступил к изготовлению станины. Её тоже собрал из профильной трубы. Сечение взял 60 на 30:
Я решил сделать по три положения для каждого вала. Посадочные для подшипников я тоже сделал из профильной трубы, поэтому отрезал 12 одинаковых отрезков по 50 мм каждый. (Здесь , и не только здесь, мне очень помог мой самодельный отрезной станок, о котором я вам рассказывал в предыдущей публикации):
После чего я приварил к станине вертикальные стойки и посадочные для подшипников:
А так же четыре «уха» по краям. В них позже будут просверлены отверстия для крепления трубогиба шурупами к верстаку.
Основная часть готова. Можно приступить к предварительной сборке:
К винту сверху приварил кусок трубы 20 на 20. Оставил его длинным. Решил, что в процессе испытаний, если он будет мешать, то я его обрежу и буду использовать съёмный рычаг из трубы 15 на 15, который вставляется внутрь… Но, забегая вперёд, скажу, что этого не потребовалось. Рычаг действительно мешает крутить приводную рукоятку, если его повернуть на четверть оборота (торчит поперёк трубогиба). Но выяснилось, что закручивать винт с интервалом в полоборота вполне нормально.
Далее я приступил к изготовлению приводной рукоятки…Саму рукоятку я решил изготовить из профильной трубы 15 на 15 и шпильки. Просверлил в конце отверстие, вставил в него обрезок шпильки М14, приварил и зачистил:
Теперь на самом рычаге нужно сделать изгиб — трубогиб будет устанавливаться на краю стола или верстака.
Далее — соединить её с валом. Я заранее решил сделать её не только съёмной, но и чтобы она переворачивалась и в транспортном положении не болталась и не цеплялась. На валу я сделал вот такой профиль: После чего просверлил глухое отверстие и нарезал в нём резьбу М8. Рукоятка будет одеваться на вал и крепиться через шайбу барашковым болтом.
Теперь надо сделать ступицу на рукоятке. Я использовал обрезки уголка:
Потом, как скульптор, отсёк всё лишнее: )))))
Рычаг готов. На саму рукоятку (которая у меня изготовлена из шпильки М14) я просто одел обрезок полиэтилленовой водопроводной трубы и закрутил колпачковую гайку.
…Вообще хочу отдельно остановиться на использовании мною колпачковых гаек. Я часто их использую, если нужна ось вращения. Выбрав правильную длину оси, можно закрутить колпачковую гайку и затянуть её с максимальным усилием — она упрётся в ось колпачком, и откручиваться легко не будет. Конечно, фиксировать таким образом ось, на которой расположено, к примеру, колесо, без шплинтовки, не стоит, но для «неважных» осей, типа «завес» на которых что-то открывается-закрывается, это вполне подходит.
Вернёмся к трубогибу… Как я уже говорил, мне был важен такой момент, как очень простая переустановка валов. (Потому что, зная, к примеру, себя, я уверен, что не буду пользоваться до последнего опцией, если её сложно задействовать… К примеру, если валы стояли бы близко, а труба попалась бы с большим сечением, я попробовал бы аккуратно её прокатать на таком положении валов, если для изменения приходилось бы откручивать много каких-то гаек… И скорей всего, смял бы …). Именно поэтому я сделал установочные места подшипников из профильной трубы. Вал просто вкладывается в нужную пару стоек.
… Но такая конструкция противоречила моему другому требованию — мобильности! Ведь при переноске станка валы приходилось бы снимать и переносить отдельно… При этом, с них нужно было бы снимать подшипники (Я проточил под неплотную посадку и они могут спадать). Это меня не устраивало. Поэтому я решил изготовить деталь, которая прижимала бы подшипники сверху и фиксировала их. Я взял два отрезка профильной трубы, сечением 50 на 20 мм, стенка 2мм.
После чего я разрезал их вдоль по широкой части, разделив стенку на 10 и 40 мм. При этом, с другой стороны я разметил этот размер зеркально. У меня получились четыре вот таких заготовки:
Учитывая, что ширина 206-го подшипника 15 мм, он достаточно плотно входит внутрь этой заготовки.
Отмерял необходимую длину, остаток я вырезал вот таким образом:
После чего, верхнюю часть загнул вниз на 90 градусов, сделав соответственно, запил угла:
На них же я вырезал по такому вот «зубу»:
Теперь я установил оба вала с одной стороны трубогиба, одел на них получившиеся детали, к вертикальным стойкам, просверлив насквозь, я прикрепил их длинными винтами М4 с колпачковыми гайками (получились оси). Впереди же я загнул навстречу друг другу торчавшие вперёд полоски боковых стенок. Теперь, если их склепать между собой, мы получим П-образную крышку, которая, будучи опущенной вниз, накроет подшипники валов и плотно их зафиксирует:
При этом «зуб» с каждой стороны защёлкнется внутрь торца профильной трубы, из которой изготовлена нижняя платформа:
Чтобы поднять закрытие, нужно пальцами оттянуть вертикальный элемент , когда зацеп выйдет из торца трубы, всю крышку можно поднять вверх и переставить вал. После чего опустить крышку и лёгким нажатием защёлкнуть «зацепы».
После этого я решил изготовить ограничители, которые не позволяли бы обрабатываемой трубе уходить в сторону и тереться о бортики. Для этой цели лучше всего использовать кольца, одеваемые на валы. (Именно поэтому я и протачивал валы так, чтобы подшипники легко снимались). Но в настоящее время у меня не было ни материала такого сечения, ни доступа к станку с соответствующим суппортом, поэтому я изготовил ограничители по другому. Их равнополочного уголка 32 мм я изготовил вот такие детали с прорезями шириной 8 мм:
И закрепил их в торцах моих крышек.
Сами ограничители собрал (каждый) из мебельного болта М8, двух гаек М10 (одел на болт чисто для высоты) и двух подшипников № 202. Внутрь напихал ещё шайб. Весь этот «бутерброд» я стянул барашковой гайкой. Внутрь подшипников вставил по обрезку подходящей трубки, чтобы они не болтались на болтах))))):
Думаю, их работа понятна: если ослабить гайку, можно передвинуть весь ограничитель по прорези до нужного положения, и затянуть гайку. Квадратный профиль мебельного болта под его шляпкой позволяет это сделать, не придерживая болт.
Я боялся, что такое устройство ограничителей не будет работать из за того, что труба, выгнутая дугой, поднимется над ними. Но, как показали испытания, достаточно высоты двух подшипников и двух гаек. (На момент съёмки видео, я ещё ничего им не гнул, поэтому там по одному подшипнику. После испытаний взял болты длиннее и одел ещё по одному). Ведь при работе достаточно, чтобы заготовка хоть на миллиметр упиралась в подшипник и катилась по нему. А если мне придётся прокатать трубу вообще «в колесо» (что и и сделал на испытаниях)))), то делается это за несколько заходов. И к тому времени, как она поднимется выше подшипников, её профиль уже выравнивается, и она не уходит в сторону….
Ну вот, собственно, и всё! После покраски, получился вот такой станочек:
Доставка новых самоделок на почту
Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. .
Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
 Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы. Гибка полосы на ребро.
Гибка полосы на ребро.
Важные технические моменты при изготовлении профилегиба.
- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
 Гибка профильной трубы с заломами.
Гибка профильной трубы с заломами. Ролик трубогиба с ребром по центру.
Ролик трубогиба с ребром по центру.
- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
 Профилегиб.
Профилегиб.
- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
 Виды резьбы.
Виды резьбы.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
 Ролик трубогиба для гибки круглой трубы.
Ролик трубогиба для гибки круглой трубы.
Как сделать ролики для профилегиба.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
 Профилегиб с валами из велосипедных ступиц.
Профилегиб с валами из велосипедных ступиц.
В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Вал трубогиба сделанный из лома.
Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Ролик трубогиба.
Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Ролик профилегиба из трубы, шайб и металлического круга.
Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Профилегиб с переставными роликами. Трубогиб для гибки профильной трубы. Профилегиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Каркас профилегиба. Профилегиб сделанный с подшипниками в корпусе.
Конструктивные особенности профилегибов.
Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
Трубогиб со штурвалом.
Ниже представлено несколько фотографий с различными конструктивными особенностями.
Чертеж профилегиба. Профилегиб с двумя приводными роликами. Профилегиб со съемным верхним роликом и подвижным крайним роликом. Профилегиб с переставными роликами. Профилегиб с домкратом. Профилегиб с домкратом.
Как сделать ручной профилегиб с обкатным роликом.
Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки. Гибка профильной трубы методом обкатки. Схема гибки трубы.
Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
Сверлим отверстие в заготовке.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
Болт вставленный в заготовку.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
Обтачиваем заготовку.
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Ролик для трубогиба из пяти кругов.
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами. Минимальный радиус гибки трубы.
Трубогиб для профильных труб своими руками
Добавил(а): Виктор Каплоухий 10 апреля
Необходимость в сгибании профильных труб в домашнем хозяйстве возникает довольно часто, будь то подготовка заготовок для постройки металлического каркаса теплицы или навеса или изготовление деталей трубопроводов сложной конфигурации. Для этого часто используют приспособления промышленного изготовления, однако покупные изделия — удовольствие не из дешёвых. Намного выгоднее изготовить трубогиб своими руками, тем более, что для изготовления агрегата не потребуется никаких дефицитных деталей, а его конструкция доступна для повторения в любом гараже. Самодельное приспособление позволит получить трубу с нужным радиусом кривизны и при этом избежать деформаций и заломов на её поверхности.
Назначение и виды
Трубогиб является незаменимым приспособлением, когда требуется деликатно и точно согнуть круглую или профильную металлическую трубу
Изгиб металлических профильных труб напрямую связан с их диаметром, толщиной стенок и материалом изготовления, поэтому производители металлопроката всегда указывают минимальный радиус деформации в специальных таблицах.
Таблица расчёта радиусов изгиба стальных труб в зависимости от диаметра и толщины стенки
Согнуть пустотелую трубу без заломов и деформаций непросто. В домашних условиях для этого её наполняют песком, нагревают до покраснения газовой горелкой или паяльной лампой, после чего сгибают «на глаз». Конечно, такой способ при высокой трудоёмкости не является идеальным ввиду низкого качества и невысокой точности.
Получить изгиб требуемой кривизны и не повредить деталь позволяют специальные приспособления — трубогибы. В зависимости от длины фрагмента, который надо согнуть, применяют приспособления двух типов:
- рычажные трубогибы;
- прокатные агрегаты.
Самыми распространёнными изделиями являются трубогибы рычажного типа. В таких приспособлениях усилие прикладывается в нужном месте, а сам изгиб повторяет форму сегмента (шаблона), который в части устройств может быть съёмным. Как правило, в комплектацию таких агрегатов входят несколько сегментов под трубы различного диаметра. Кроме сегментных устройств, промышленностью производятся дорновые и арбалетные трубогибы, форма изгиба в которых задаётся двумя направляющими роликами и нажимным шаблоном (дорном). Такая конструкция позволяет выполнять холодную обработку круглых стальных труб на коротких участках. К слову, компактные арбалетные трубогибы являются наиболее популярным инструментом у монтажников инженерных коммуникаций.
Просто, быстро и качественно — вот достоинства арбалетных трубогибов, которые привлекают профессиональных монтажников
В зависимости от конструкции рычажного гибочного устройства, оно может иметь привод любого типа:
- гидравлический;
- пневматический;
- электрический.
Часто принцип работы агрегата предусматривает подогрев трубы (внешний, или при помощи разогретого воздуха, пропускаемого внутри проката), чем добиваются повышения её пластичности, а, соответственно, и качества изогнутого участка.
При необходимости получить изгиб большого радиуса используют прокатные приспособления. В их конструкцию входят два направляющих и один нажимающий валы (ролики). Трубу протягивают между подвижными элементами, задавая степень изгиба усилием прижимного ролика. При необходимости получения большого радиуса кривизны заготовки процедуру повторяют.
Прокатные приспособления могут иметь электрическую передачу для направляющих валов, а также гидравлический, механический или пневматический привод нажимного ролика.
Конструкции самодельных приспособлений
Простейшим вариантом, доступным для большинства начинающих мастеров, является изгиб труб по предварительно изготовленному шаблону. Подобный метод используют при необходимости получить большое количество однотипных заготовок.
Изгиб трубы по деревянному шаблону — наиболее простой способ решения проблемы
В качестве шаблона можно использовать конструкцию, изготовленную из деревянных досок. Толщину древесины выбирают исходя из диаметра сгибаемых труб — доска должна иметь запас в 2–3 см. Чтобы в процессе работы металлопрофиль не соскальзывал с шаблона, торцы обрабатывают с небольшим уклоном.
Конструкцию крепят к полу или другой поверхности любым способом, монтируя рядом упор для трубы. Вставив профиль в зазор между шаблоном и упорным элементом, плавно и аккуратно надавливают на его другой конец, прижимая трубу к шаблону. В целях облегчения усилия нажима можно использовать подходящий по размеру рычаг или приспособить лебёдку.
Лебёдка может облегчить процесс сгибания труб с применением шаблона
Подобным способом можно сгибать металлопрофиль небольшого диаметра. Если же требуется изменить конфигурацию трубы более 1 дюйма, то шаблон обустраивают из отрезков мощной арматуры. Для этого в бетонной плите по необходимой траектории проделывают отверстия, в которые вставляют направляющие в виде штырей из отрезков труб, арматуры и т. д. Изгиб выполняют, закрепив край металлопрофиля при помощи сварки.
Плюсом такого метода является его дешевизна и простота, однако точность полученных заготовок и качество их обработки оставляют желать лучшего. К тому же, шаблон придётся изготавливать каждый раз, когда потребуется получить изгиб другого радиуса.
Трубогиб-улитка заводского изготовления
Для изготовления большого количества однотипных заготовок небольшого радиуса кривизны можно использовать трубогиб-улитку. Этот агрегат представляет собой два шкива (колеса) разного диаметра, закреплённые на валах. Зафиксировав конец трубы на рабочем колесе, роликом меньшего диаметра (ведущим колесом) нажимают на заготовку, одновременно прокатывая его вдоль обрабатываемой детали. Вследствие этого труба огибает поверхность большого шкива, повторяя его форму. Единственным недостатком этого способа является невозможность получения закруглений большого радиуса.
Наиболее универсальными и практичными являются самодельные прокатные трубогибы (гибочные станки), в которых можно установить любой угол деформации металлопроката. Простейшая конструкция прокатного агрегата представляет собой основание с закреплёнными на определённом расстоянии друг от друга приводными валами. Нажим на трубу осуществляется подвижным роликом, а её протяжка осуществляется за счёт вращения ведущих валов. В качестве силового привода таких устройств используют винтовые приспособления, домкраты, лебёдки и электродвигатели. Прокатный станок является наиболее сложным для повторения в домашних условиях, поскольку требует токарных и сварочных работ. Тем не менее, существует множество вариаций его конструкции, изготовленных любителями, что свидетельствует о высокой популярности данного решения. С помощью подобного приспособения получают изгиб любой конфигурации, а сам процесс нередко автоматизируют. Единственное, с чем такое приспособление не сможет справиться, так это получение минимального радиуса закругления металлопрофиля на небольшом отрезке.
Видео: Самодельный гибочный станок прокатного типа
Делаем трубогиб своими руками
Для изготовления трубогиба можно воспользоваться чертежами готовых конструкций. Посмотрев несколько вариантов и соразмерив сложность агрегатов со своими возможностями и наличием необходимых деталей и материалов, можно выбрать наиболее оптимальную схему. На ваш суд мы представляем две модели трубогибов для самостоятельной сборки — ручной агрегат для небольших труб и гибочный станок полуавтоматического типа.
Ручной трубогиб-улитка для малых радиусов
Ручной трубогиб-улитка для малых радиусов
Чтобы правильно согнуть профильную трубу, надо хорошо понимать физику процесса. В ручных трубогибах чаще всего используется способ кругового загиба, что позволяет избежать рисков, связанных с заломами, трещинами и другими повреждениями труб. Чтобы согнуть металлопрокат в таком агрегате, достаточно закрепить заготовку в приспособлении и нажать на рычаг. Сгибание происходит при прокатывании по трубе ролика, прижимающего деталь к главному колесу.
Материалы и инструмент
Для изготовления ручного трубогиба понадобятся:
- металлический лист толщиной не менее 6 мм;
- рабочее колесо;
- нажимной ролик
- стальные уголки 50х50х2.5 мм;
- отрезок толстостенной трубы Ø25 мм;
- оси вращения (втулочный или подшипниковый узел);
- отрезок квадратного прутка 20х20х40 мм;
- гайки и шайбы;
- угловая шлифовальная машина;
- сварочный аппарат;
- молоток;
- измерительный инструмент.
В процессе работы не забывайте о технике безопасности. Особенно это касается работы с режущим и сварочным оборудованием.
Расчёт трубогиба и составление чертежа
Прежде чем приступить к работе, надо определиться с тем, какой радиус изгиба профильных труб будет наиболее востребован. В зависимости от этого выбирают размер рабочего колеса. Именно эта величина и будет соответствовать внутреннему радиусу полученного колена.
Трубогиб-улитка в сборе
Чертёж разработан под профильные трубы с диаметром до 1 дюйма. Радиус изгиба, который можно получить при помощи этого трубогиба, равняется 125 мм (половина диаметра рабочего колеса). Если же вам необходим агрегат для изгиба с другими параметрами, воспользуйтесь методикой расчёта размеров трубогиба.
Главным размером вилки трубогиба является расстояние между осями рабочего колеса и ролика (обозначено литерой a=200мм). В нашем случае межосевой промежуток выбран с учётом максимального размера обрабатываемой профильной трубы d=25 мм, однако к этому значению желательно добавить пару миллиметров «про запас».
Межосевое расстояние можно определить по формуле a = d + r1 + r2 + 2, где d — диаметр профильной трубы, а r1, r2 — радиусы рабочего колеса и ролика соответственно.
Если в конструкции гибочного устройства будут устанавливаться ролик и колесо с жёлобом (некое подобие ручейкового шкива), то измерение проводят, отталкиваясь от нижней точки этой детали.
Вилка трубогиба-улитки
Для определения размера вилки зазор между роликом и её основанием принимают равным 10 мм, а также добавляют 30 мм запаса для крепления оси рабочего колеса.
Длина вилки с = a + r1 + 10 + 30 (мм).
Чтобы определить внутренний зазор между боковыми полками вилки (b), к толщине колеса добавляют 1 – 2 мм.
Сделать трубогиб более универсальным можно, просверлив несколько отверстий в боковых поверхностях вилки. Переставляя ось ролика, меняют расстояние между рабочими поверхностями вращающихся деталей.
Пошаговая инструкция по изготовлению ручного трубогиба
По чертежу ручного гибочного агрегата видно, что он состоит из нескольких основных частей:
- основание в виде толстой металлической пластины;
- рабочее колесо;
- ролик;
- вилка.
Наша инструкция поможет выполнять работу последовательно, избегая ошибок и неточностей.
- Изготовьте рабочее колесо и ролик. Конечно, огромным плюсом будет наличие токарного станка в вашей мастерской, но если даже вы не обладаете подобным оборудованием, эти детали не являются проблемой. Любой токарь сможет выточить шкивы по вполне умеренной стоимости.
При изготовлении подвижных элементов не стоит экономить. Обязательно сделайте в них жёлоб под трубу максимального диаметра, а также выточите в ролике гнездо под любой подходящий подшипник качения. Если есть необходимость изменить конфигурацию поверхности колена, жёлоб рабочего колеса или ролика делают фигурным. При прокатывании ролик оставит требуемый отпечаток на внешней поверхности колена, а колесо — на внутренней. Чтобы облегчить задачу токарю и ещё сильнее удешевить стоимость устройства, вместо ролика можно установить пару шарикоподшипников подходящего размера.Рабочие колёса трубогиба можно изготовить с жёлобом произвольной конфигурации
На изображении хорошо видно установленные вместо ролика шарикоподшипники
- На том же станке надо изготовить оси для рабочего колеса и ролика. Толщину деталей принимают равной внутреннему диаметру выбранного подшипника. Длина оси для ролика равняется ширине вилки по наружному габариту. Ось вращения рабочего колеса будет немного длиннее, поскольку придётся учитывать ещё и толщину плиты основания трубогиба. Отказавшись от монтажа подшипников, можно значительно упростить конструкцию. В этом случае в качестве осей можно использовать длинные болты с гайками. Тем не менее, следует понимать, что сгибать трубы этим приспособлением будет труднее.
Для изготовления вилки понадобится металл толщиной не менее 6 мм
- Из листового металла вырезают боковые поверхности и заднюю стенку (основание) вилки, а также отрезок толстостенной трубы в качестве рычага.
- Согласно чертежам, в вилке сверлят отверстия под оси колеса и ролика.
- Сваривают детали вилки. Особое внимание следует уделить всем прямым углам этого элемента конструкции.
Крепление рычага к вилке встык будет ненадёжным ввиду большого прикладываемого усилия. Лучше всего в её задней стенке сделать отверстие, в которое войдёт край трубы. Обварив это соединение сваркой, получают максимально прочный стык.
- При помощи шлифмашины вырезают основание (станину) устройства и сверлят в нём отверстие под стационарную ось рабочего колеса.
- При необходимости в ролик запрессовывают подшипник.
- Ролик вставляют в вилку, после чего фиксируют сваркой или гайками.
Вилка трубогиба-улитки в сборе
- Вилку в сборе устанавливают на основание, закрепив ось рабочего колеса тем же способом, что и при монтаже ролика.
- Приваривают отрезок квадратного сечения в качестве фиксатора обрабатываемой трубы.
В углах основания трубогиба сверлят отверстия для крепления приспособления к верстаку. Чтобы приспособление было не только функциональным, но и эстетичным, в процессе работы обязательно зачищают места сварочных соединений и обдирочным кругом обрабатывают острые грани заготовок. В целях защиты от ржавчины готовое изделие окрашивают эмалью.
Гибочный станок для профильных труб
Изгиб длинных профильных труб требует не только усилия для их деформации, но и механизма для протяжки деталей на нужное расстояние. Часто в конструкции самодельных гибочных станков используется не винт, а домкрат или лебёдка, а привод включает электродвигатель.
Чертежи самодельных устройств
 Гибочный станок. Вид сбоку
Гибочный станок. Вид сбоку Трубогиб с приводом верхнего ролика
Трубогиб с приводом верхнего ролика Трубогиб с изменяемым расстоянием между роликами
Трубогиб с изменяемым расстоянием между роликами Простейший трубогиб протяжного типа
Простейший трубогиб протяжного типа
В представленных на чертежах гибочных станках для прижатия ролика используется резьбовая передача. Мы же в нашей конструкции будем применять гидравлический домкрат, а также ручной привод с применением деталей от газораспределительного механизма автомобильных двигателей внутреннего сгорания.
Инструменты и материалы
Для того чтобы приступить к работе, подготовьте такие детали и материалы:
- уголки для станины станка;
- круглые или профильные трубы для каркаса;
- рабочий и протяжные валы (ролики);
- домкрат;
- пружины;
- цепная передача;
- натяжитель;
- подшипниковые опоры в сборе с подшипниками;
- ручка;
- швеллер для крепления;
- болты и гайки.
В работе вам понадобится ручной и электрический слесарный инструмент:
- угловая шлифмашина (болгарка);
- сварочный аппарат;
- электрическая дрель и набор свёрл по металлу;
- молоток;
- комплект гаечных ключей;
- измерительный инструмент.
Не стоит пренебрегать средствами личной безопасности. При работе с болгаркой обязательно надо использовать защитный щиток или очки, а сварочные процессы проводить в плотной спецодежде и специальных перчатках. Следует помнить, что запрещается работать без сварочной маски и проводить электромонтажные мероприятия на мокрой поверхности и в дождь.
Инструкция по изготовлению гибочного станка
Разделение процесса изготовления трубогиба на несколько этапов поможет более чётко организовать работу.
- Изготовьте протяжные (опорные, приводные) и нажимной (рабочий) валы. При отсутствии навыков работы с токарным станком придётся обратиться к специалисту. Обязательно напомните токарю, чтобы он выточил ролики с хвостовиками для установки звёздочек. Лучше всего, если вы возьмёте эти детали с собой.
Конструкция рабочих валов должна предусматривать возможность установки приводных звёздочек
Звёздочки и цепь можно использовать любые. Например, от газораспределительного механизма двигателей легковых автомобилей.
- Закрепите на валах подшипниковые опоры и установите на шпонки ведущие шестерни.
В конструкции станка можно использовать приводные вёздочки и подшипниковые опоры от автомобильной техники
- Изготовьте с помощью сварочного аппарата каркас гибочного станка. Для этого сначала сделайте квадратную раму с опорными ножками, а затем смонтируйте на ней конструкцию, по которой будет перемещаться плита с нажимным роликом.
Изготовление станины гибочного станка
- В качестве плиты используется стальной П или Н-образный швеллер. Для монтажа нажимного вала по краям плиты сверлят отверстия по присоединительным размерам подшипниковых опор.
Изготовление каркаса под установку опорной плиты
- Отрезок швеллера с роликом подвешивают к верхней части каркаса на четырёх пружинах, для чего по углам плиты и рамы приваривают гайки в качестве монтажных петель. После этого монтируют гидравлический домкрат.
Монтаж прижимного вала
- Установите и прикрепите к нижней раме приводные валы. В профиле, на котором они устанавливаются, просверлите несколько отверстий для смещения роликов к центру. Это позволит более точно изменять радиус изгиба при необходимости.
Монтаж приводных валов
- На звёздочки смонтируйте цепь и нажмите на неё в самой нижней точке. Обозначьте место для монтажа натяжителя. Закрепите деталь на станине трубогиба.
Монтаж приводной цепи и натяжителя
- Приделайте ручку для вращения валов гибочного станка.
Желательно использовать ручку, на которой будет установлена вращающаяся трубка. Это облегчит работу со станком и убережёт руки от мозолей.Установка ручки приводного вала
- Чтобы уберечь конструкцию от воздействия влаги, профилегиб обрабатывают преобразователем ржавчины и красят.
Краска предотвратит коррозию и обеспечит эстетичность конструкции
После завершения работы приступают к испытаниям. Для этого металлический профиль укладывают на приводные валы и домкратом прижимают рабочий ролик к поверхности заготовки. Вращая ручку, валам придают ход, после чего металлопрофиль проходит между нижними и верхним валами и приобретает изогнутую форму. Станок испытывают на различных материалах, устанавливая различную степень нажатия верхнего вала. После этого делают заключение об особенностях эксплуатации трубогиба и его пригодности к работе.
Видео: конструкция своими руками
Вариации самодельных трубогибов на фото
Существует множество вариаций представленных выше трубогибов, которые изготовлены мастерами в домашних условиях. Некоторые из них представлены в нашей фотогалерее.
Небольшой полуавтоматический трубогиб из автомобильного домкрата и компактного электродвигателя Гибочный станок с винтовым прижимом Гибочное устройство из подручных средств Компактный трубогиб-улитка Гибочный станок с нижним приводом нажимного ролика от гидравлического домкрата Полуавтоматический гибочный станок для большого объема работ Рычажный трубогиб Гибочный станок Ручной трубогиб-улитка Дорновый гибочный станок с гидравлическим домкратом Простой трубогиб протяжного типа
Самодельный трубогиб станет незаменимым приспособлением в мастерской, гараже, дома или на даче. Это оборудование можно использовать для сооружения каркасов лёгких металлических конструкций, обустройства трубопроводов, изготовления изогнутых деталей из круглых и профильных труб. Сделанный своими руками инструмент не потребует особых затрат, а по части практичности и надёжности будет ничуть не хуже промышленных образцов.
- Виктор Каплоухий
Благодаря разносторонним увлечениям пишу на разные темы, но самые любимые — техника, технологии и строительство. Возможно потому, что знаю множество нюансов в этих областях не только теоретически, вследствие учебы в техническом университете и аспирантуре, но и с практической стороны, так как стараюсь все делать своими руками.
Конструкция и принцип работы гибочных станков для листового металла
Технологический процесс гибки металлических листов считается одним из популярнейших на производстве. Так изготавливаются отливы, коньки, кровельные элементы, детали для металлоконструкций. Чтобы согнуть твердый материал нужен гибочный станок для листового металла.
Листогибочный станок
Конструкция и сферы применения листогибочного станка
Станки для гибки листового металла применяются в домашних мастерских, на заводах. Устройства имеют одинаковый принцип работы. Изменяются только тип привода. Конструкция листогиба:
- Основание, которое удерживает рабочий стол, подвижные механизмы. Это касается моделей, которые не закрепляются на верстаках.
- Прижимные маховики, которые удерживают деталь при работе. Обычно представляют собой металлическую пластину.
- Деревянная балка, которая выполняет роль подушки, выступающей в роли опоры для заготовки.
- Угломер для выставления нужного угла.
- Упоры, ограничивающие лист на передней, задней части.
Листогибы комплектуются специальным ножом для разрезания металлических листов. Он представляет собой отдельный инструмент, который навешивается на станок. Мастеру нужно приложить усилия, чтобы провести им по всей ширине заготовки. Острые диски разрежут тонколистовой материал по выставленному размеру.
Листогибы применяются в разных направлениях промышленности:
- Изготовление кровельных комплектующих.
- Машиностроение — создание деталей для корпусов.
- Изготовление подоконников для пластиковых окон.
Технические характеристики
Любой станок обладает рядом параметров, которые определяют его возможности, функциональность. Относительно листогибочного оборудования можно выделить следующие характеристики:
- длину рабочей части;
- габариты конструкции;
- тип станка — настольный, стационарный;
- тип привода;
- максимально допустимая толщина листов, допустимых к обработке.
Виды листогибов
Гибочные станки разделяют по разным факторам. Зависимо от типа привода, можно выделить такие виды оборудования:
- Ручные — модели, устанавливаемые в частных мастерских, на предприятиях. Состоят из прижимной пластины, рабочего стола, гибочного механизма, который работает после передачи усилия человека через специальные ручки. Для работы с оборудованием не нужно обладать дополнительными навыками.
- Механические — конструкции, которые состоят из маховика, подвижного вала, прижимных пластин. Чтобы согнуть заготовку, необходимо раскрутить маховик.
- Гидравлические — система, работающая с помощью жидкости. Под давлением она начинает воздействовать на гидроцилиндр, который сгибает лист.
- Электромеханические — состоит из электродвигателя, который с помощью ремней и набора шестерней передаёт усилие на прижимную планку, подвижный механизм. Позволяют сгибать заготовки большой толщины.
- Пневматические — механизмы, работающие с помощью пневмоцилиндров.
- Электромагнитные — современное оборудование, на котором устанавливаются электромагниты большой мощности. После включения станка они начинают передвигать сгибающую планку до заданного угла.
К отдельной группе стоит отнести компактные модели листогибов. Они могут использоваться на строительной площадке. Минус — недостаточная величина и мощность, что не позволяет сгибать листы больших размеров и толщины.
Ручной листогибочный станок
Преимущества и недостатки гибочных станков
Промышленное оборудование, компактные станки обладают сильными и слабыми сторонами. Преимущества листогибов:
- Создание нужных узлов без сваривания заготовок.
- Изделие не теряет показателей прочности, структура не изменяется как при нагревании.
- На месте изгиба не образуется ржавчина.
- Деталь остаётся цельной.
Недостатки:
- Чтобы работать на ручных станках, нужно прилагать немалые усилия.
- Важно точно выставлять лист перед зажимом, чтобы не случилось перекоса.
Часто после разрезания изделий человек берётся за них голыми руками, что может стать причиной появления травмы.
Принципы выбора и эксплуатации листогиба
При выборе станка для гибки металла нужно учитывать ряд факторов:
- Для разовых работ подойдёт ручная модель.
- Нужно учитывать размеры рабочей части, чтобы можно было сгибать листы нужного размера.
- Принимать во внимание максимально допустимую толщину сгибаемого изделия.
- Модель, оборудованная ножками, рабочим столом с упорами гораздо удобнее, надёжнее механизма, закрепляемого на верстаке.
При гибке металла нужно учитывать особенности эксплуатации оборудования:
- Работать в защитных перчатках, поскольку у тонколистового металла острые края и можно порезаться.
- Не пытаться согнуть листы большой толщины на ручных моделях.
- Не начинать поднимать ручки до выставления заготовки. При сгибании нужно положить обе руки на рукояти.
Мастера рекомендуют использовать механизмы, оборудуемые педалью для управления. Она позволяет обезопасить себя в процессе.
Листогиб своими руками
Чтобы не тратить деньги на покупную модель, можно собрать гибочный станок для листового металла своими руками. Изначально нужно рассчитать размеры, нарисовать чертеж, подготовить расходные материалы, инструменты.
Листогиб своими руками
Подготовка и оборудование
Чтобы сделать конструкцию своими руками, нужно подготовить:
- металлические швеллера;
- уголки, зависимо от длины рабочей части;
- дверные петли;
- арматуру или трубы малого диаметра для изготовления ручек;
- металлический лист, прутья для создания каркаса;
- деревянный брус.
Из инструментов нужна болгарка, сварочный аппарат, щётка по металлу.
Этапы сборки
При изготовлении самодельного станка для гибки листового металла своими руками нужно:
- Нарисовать чертёж конструкции. Обозначить размеры, подвижные элементы.
- Изготовить каркас с устойчивыми ножками из швеллеров, металлических прутьев. На рабочем столе закрепить лист металла. Всё скрепляется сварочным аппаратом. Швы зачищаются щёткой, покрываются антикоррозийным составом.
- Закрепить уголки параллельно друг другу. Соединить их петлями. Это подвижный элемент, который нужно закрепить на рабочем столе.
- На одном из уголков нужно наварить трубки, которые будут выполнять роль ручек.
Гибочные машины применяются для изгибания металлических листов под разными углами. Чтобы не покупать дорогое оборудование, можно собрать его самостоятельно. Для этого нужно рассчитать габариты листогиба, подготовить материалы, провести сборку.
Листогиб своими руками. Профессиональный
Изготовление трубогиба своими руками: варианты конструкции и особенности готовых изделий
Строительство теплиц и навесов, прокладка инженерных коммуникаций – все это требует наличия гнутого металлического профиля. Но покупать трубы, гнутые под заказ – дорого, приобретение готового трубогиба – тоже удовольствие не из дешевых. Вот и используют современные умельцы для создания металлических дуг требуемого радиуса приспособления и механизмы собственного изготовления.
В данной статье мы рассмотрим следующие вопросы:
- Разновидности самодельных трубогибов и их особенности.
- Конструкция простейшего приспособления для загибки труб квадратного сечения.
- Конструкция трехвалкового станка для загибки труб круглого и квадратного сечения.
- Технология загибки труб на трехвалковом самодельном трубогибе.
Разновидности трубогибочных приспособлений и механизмов
В наши дни можно встретить примеры трубогибочного оборудования, имеющего различное конструктивное исполнение: от сравнительно простых приспособлений для ручного гиба до самодельных станков с ручным или электрическим приводом.
По предназначению трубогибы делятся на два типа.
Первый тип – угловые (позволяют придать нужный радиус определенному участку заготовки).
Второй тип – трехвалковые трубогибы – станки и приспособления, которые позволяют формировать заданный радиус гиба по всей длине заготовки.
По способу регулировки радиуса трубогибы бывают механическими.
И гидравлическими.
Привод опорных валов может быть как ручным, так и электрическим.
Простое приспособление для гибки металлических труб
Конструкция самодельного трубогиба зависит от объема и сложности работ, которые планируется выполнять с его помощью. Если устройство необходимо для одноразового использования (например, для строительства домашней теплицы), то нет необходимости в создании сложного трехвалкового механизма с гидравлической регулировкой радиуса загиба.
belor44 Пользователь FORUMHOUSE
Срочно нужно ставить теплицу. Хочу арочную, но ни на базе металлов, ни у знакомых нет трубогиба. Строить трубогиб на валах и роликах? Для этого нет ни времени, ни надобности. Считаю, что на одно строительство подходит приспособление для ручной гибки.
Да, действительно, чем проще трубогиб, тем меньше мороки с его изготовлением. Главное – правильно определить размеры приспособления, которые напрямую будут зависеть от радиуса гиба.
Представляем вашему вниманию устройство, изготовленное пользователем moning. Оно предназначено для работы исключительно с тонкостенными трубами, ведь гибка труб вручную – это тяжелый физический труд.
Moning Пользователь FORUMHOUSE
Эту штукенцию я делал под квадратную трубу 30*30. Радиус, который удалось получить, был примерно 1метр. По бокам приспособления можно приварить что-то вроде распорок или лапок, чтобы не кидало из стороны в сторону, когда давишь на трубу. По поводу перемычек внизу трубогиба: вначале труба подкладывается под верхнюю перемычку (для первоначального загиба), потом труба перекладывается под следующую перемычку (для дальнейшего продвижения).
Последовательная гибка нужна для того, чтобы при резком перегибе труба не пошла на излом.
Рассчитать размеры приспособления очень просто: для этого достаточно знать радиус гиба, который требуется получить на готовой детали. Полоса (шириной 40 мм), которая служит оправкой для сгибаемой заготовки, изначально имеет кривизну, обеспечивающую заданный радиус гиба (R).
Учитывая наличие упругих деформаций, радиус оправки должен быть чуть меньше, чем требуемый радиус гиба заготовки.
Как утверждает автор изобретения, радиус заготовки получается хоть и не значительно, но больше радиуса самой оправки.
Умея пользоваться сваркой, болгаркой и вспомогательными инструментами, данное приспособление можно изготовить менее чем за 1 день.
Каждая металлическая труба имеет свой предел упругости, следовательно, радиус гиба нельзя уменьшать ниже определенных значений. Допустимые минимальные радиусы можно взять из соответствующих таблиц.
Представляем пример таблицы допустимых радиусов для труб круглого сечения.
| Наружный диаметр трубы, мм | Радиус загиба, мин | |||
|---|---|---|---|---|
| 45 | 35 | 20 | 10 | |
| R загиба, мин | ||||
| 18 | 74 | 62 | 56 | 43 |
| 24 | 95 | 79 | 65 | 55 |
| 32 | 115 | 96 | 79 | 67 |
| 38 | 156 | 131 | 107 | 91 |
| 50 | 197 | 165 | 136 | 115 |
| 60 | 238 | 199 | 165 | 139 |
| 75 | 280 | 260 | 194 | 173 |
| 80 | 324 | 270 | 224 | 190 |
| 90 | 362 | 302 | 250 | 213 |
Изготовление электромеханического трубогиба
В конструкции электромеханического трубогиба можно выделить три основных рабочих органа: один нажимной и два опорных (ведущих) вала. Отсюда и название станка – трехвалковый прокатный трубогиб.
Подобное устройство имеет довольно сложную конструкцию, поэтому, если вам не удалось раздобыть чертежи самодельного трубогиба, рекомендуем каждый его элемент вначале нарисовать на бумаге (хотя бы в виде эскиза). А о том, какими размерами и характеристиками должны обладать основные узлы будущего изделия, мы вам последовательно расскажем.
Итак, основная функция трубогиба состоит в том, чтобы сгибать детали под заданный радиус гиба. Радиус гиба зависит от расстояния между опорными катками (валами) и регулируется нажимным катком. Расстояние между опорными роликами – величина постоянная. Именно ее следует учитывать, приступая к проектированию станка.
Alli58ru Пользователь FORUMHOUSE
Расстояние между нижними вальцами зависит от минимального радиуса гиба. Определяя его, учитывайте, что чем меньше расстояние между вальцами, тем тяжелее опускать прижимной ролик и тем тяжелее пропускать между валами заготовку. И наоборот: чем больше расстояние, тем легче крутить. У меня, если память не изменяет, расстояние около 35-40 см. Валы прокручиваются достаточно легко: я гнул минимальный радиус около 50 см, но можно и меньше.
Радиус гиба (радиус дуги) рассчитывается по простой геометрической формуле.
Руководствуясь ею применительно к своему оборудованию, можно быстро отрегулировать станок на заданные параметры.
Изготовление вальцов
Для изготовления вальцов следует поискать надежные материалы, которые уже успели пройти проверку на прочность. Кто-то использует роторы от электродвигателей старых стиральных машин или шкворни от автомобиля КамАЗ, кто-то – круги из углеродистой стали. На самом деле вариантов множество, главное – не забывать о том, что выбранный материал должен быть достаточно прочным. Пользователь Dva11, к примеру, использовал ступицы колес от старой поливальной установки.
Dva11 Пользователь FORUMHOUSE
Диаметр ступицы – 75 мм, длина – 110 мм, подшипники подбирал по ступице (подошли 205). Мне пришлось купить 5 подшипников и 1 шкив, остальные детали изготовил из металлолома.
Ровные цилиндрические валы – вариант универсальный. С их помощью гнут трубы различного сечения. Если профиль валов привести в соответствие с профилем сгибаемых труб, то качество гиба заметно улучшится.
Можно также использовать болванки, рассчитанные на разные профили сгибаемых заготовок.
В идеале на валы устанавливаются съемные насадки или кольцевые прижимы (ограничители), с помощью которых профиль вальцов регулируется по ширине трубы.
rusi45 Пользователь FORUMHOUSE
В конструкцию вальцов я внес некоторые усовершенствования: на крайние валы, там, где находятся ограничители, сделал насадки под трубу. Испытания проводились на трубе размером 1 дюйм. Насадки заменяются легко. Для этого одну сторону подшипников я сделал скользящей. Насадка сделана из стали 65Г (плюс закалка). Износа фактически нет, а твердость – напильник не берет.
Внутренний радиус ролика или насадки под круглую трубу следует делать с запасом: радиус трубы плюс 1-2 мм. Например, если диаметр трубы – 24 мм, то внутренний радиус ролика будет – 13-14 мм. Только в этом случае трубу не будет заклинивать во время прокатки.
Речь идет вот об этом размере.
Если прижимной ролик, предназначенный для гибки прямоугольных труб, будет иметь посередине небольшую выпуклость, это поможет сохранить геометрию сгибаемого профиля. Ролик будет вдавливать верхнюю стенку трубы вовнутрь, не давая заготовке раздаваться в стороны.
Конструкция рамы
Определившись с межосевым расстоянием и конструкцией вальцов, можно размечать заготовки деталей для рамы. Опираясь на опыт пользователей FORUMHOUSE, следует сделать вывод, что самые прочные рамы получаются из стального швеллера (шириной – не менее 80 мм). Этот материал легко достать, поэтому можно смело брать его себе на заметку.
На фото – станок на стадии изготовления. А вот чертеж, который взят за основу.
Человек Пользователь FORUMHOUSE
При выполнении работ в первоначальные чертежи были внесены некоторые изменения.
Представленный чертеж не является обязательным руководством к действию, но дает объективное понимание того, как устроен прокатный трубогибочный станок.
Прижимной механизм
Многие умельцы делают прижим из обычного автомобильного домкрата (механического или гидравлического). Тех усилий, которые он способен создать, вполне достаточно для того, чтобы придать металлической заготовке нужную конфигурацию.
greysv Пользователь FORUMHOUSE
В качестве прижимного винта использовал старый винтовой домкрат от газели. Гнет легко две трубки 20х20.
Если использовать гидравлический домкрат, то он должен быть рассчитан на 2 тонны или более. Основное достоинство гидравлического прижима состоит в том, что работать им можно, не прилагая особых усилий. Преимущества винтового домкрата: им проще выставить радиус гиба.
Вместо механического домкрата часто используются самодельные винтовые прижимы. Они также позволяют гнуть заготовки в точном соответствии с заданными параметрами.
moning
А чем же винт хуже домкрата? Заказать у токаря винт с меньшим шагом резьбы, чтобы меньше усилия прикладывать при вращении. Это на порядок дешевле домкрата обойдётся.
Электрический привод
Чтобы пропустить заготовку через станок с помощью механической ручки, потребуется приложить немало усилий. Поэтому механизация ручного труда – цель вполне обоснованная.
Гнуть трубы «с чашкой кофе в руках» поможет подходящий электродвигатель и небольшой механический редуктор. Эти устройства устанавливаются на раму трубогибочного станка в соответствии с подготовленными чертежами. Ведущую звездочку, установленную на валу редуктора, можно соединить с опорными валами металлической цепью (например, от ГРМ легкового автомобиля).
Человек
Лет 15 валялась в гараже электроталь на 380В, все думал, куда ее приспособить. Весит 40 кг, а поднимает – до 500 кг. Давно уже купил маленькую таль, которая при весе 8 кг поднимает столько же. Так вот: разобрал, удалил все лишнее, после чего получился электродвигатель и редуктор в одном флаконе. Весит это хозяйство 6–7 кг.
Мы рассмотрели основные элементы трубогибочного станка, который при желании и определенной смекалке вполне можно изготовить самостоятельно. В заключение статьи поговорим о том, как правильно использовать это оборудование, чтобы не испортить заготовку.
Технология гибки
Гибка трубы на самодельном трубогибе должна быть последовательной. Это ключевое правило, которое необходимо соблюдать, независимо от размеров заготовки.
Последовательная гибка – это гибка в несколько проходов (с каждым проходом радиус гиба постепенно уменьшается).
Человек
Главное – не торопить события и не давить помногу. Как правило, готовые дуги выходят после четырёх прокаток. Небольшие отклонения в плюс или минус легко догибаются или разгибаются руками – проверено на практике.
Последовательная гибка позволяет значительно снизить нагрузку на рабочие оси гибочного оборудования и защищает профиль трубы от чрезмерных деформаций.
Если вы всерьез заинтересовались самостоятельным изготовлением трубогибочного станка, рекомендуем посетить раздел нашего портала, который посвящен данному вопросу. Там вы найдете не только ценные рекомендации, но и готовые чертежи, успешно применяемые на практике. Если изготовление трубогиба кажется вам занятием неоправданным, то познакомьтесь с информацией о том, как гнуть квадратные трубы простыми способами. О том, как устроены самодельные приспособления для загибки арматуры, вы узнаете из соответствующей статьи. А видеосюжет, посвященный строительству домашней теплицы, расскажет вам о том, как правильно использовать гнутые металлические конструкции по их прямому назначению.
8 способов сделать трубогиб своими руками
Сгибание трубы – полого цилиндра с определённой толщиной стенок – сопряжено с рядом неудобств. Из курса физики известно, что трубка из какого-либо материала почти не уступает в прочности сплошному пруту. Зато намного выигрывает у него в материалоёмкости и массе.
Поэтому труба в строительстве и изготовлении различных конструкций используется очень часто. И не менее часто требуется эту трубу согнуть, чтобы она смогла выполнить возложенную на неё функция. Для этого был придуман такой аппарат как трубогиб. Что он собой представляет, какова его конструкция и можно ли смастерить трубогиб своими руками?
Что это такое и для чего он нужен?
Трубогиб(трубогибочный станок) – это особое устройство, предназначенное для придания прямому участку трубы изогнутой формы.
Простейший способ согнуть трубу, если она имеет небольшой диаметр, тонкие стенки и сделана их относительно мягкого, пластичного материала – это согнуть её руками.
Но кроме простоты и быстроты, больше никаких плюсов у этого способа нет.
Стальная трубка с толщиной стенок более 2 мм мускульной силе среднестатистического мужчины уже не поддаётся. Радиус кривой изгиба неравномерен, к тому же существует опасность сплющивания трубы в месте её деформации.
Трубогиб решает две основные задачи – делает искривление трубы прогнозируемым, а также компенсирует недостаточную мускульную силу техническими приспособлениями. Область применения трубогиба очень обширна. Он становится основным инструментом, где фигурирует трубопровод – то есть, где по полой трубе осуществляется подача жидкости или газа.
Отопление, водоснабжение, канализация, кондиционирование – вот далеко не полный перечень областей применения трубогиба. Он также используется в различных конструкциях и механизмах. Например, выхлопные трубы мотоциклов, глушитель автомобиля, рули велосипедов, рамы спортивных тренажёров, на теплицах – всё это примеры применения трубогиба.
Пример работы
Устройство
Трубогибы бывают разными по типу привода и по устройству, но их объединяет одно: применение механической силы, деформирующей трубу необходимым образом. Конструктивно в подобных агрегатах выделяют следующие элементы:
- Стальная рама, на которой смонтирован гибочный механизм;
- Планки из прочного металла, фиксирующие ролики;
- Сами ролики, служащие для фиксации заготовки;
- Прижимной механизм с пуансоном необходимой кривизны и радиуса;
- Опоры, поддерживающие систему над полом для удобства работы.
Это описание лишь пример, так как в зависимости от типа привода и источника силы, которая сгибает трубу, трубогибы имеют значительное отличие в конструкции.
Виды
Человек изобрёл и разработал множество видов трубогибов, которые принято различать по параметрам.
Например, в зависимости от типа привода выделяю следующие разновидности гибочных систем:
- Электромеханические;
- Гидравлические;
- Ручные механические;
- Комбинированные.
В первых энергию, затрачиваемую на программируемую деформацию трубы, даёт электрический ток, подключаемый к устройству. Электромеханические трубогибы передают механическое воздействие на металлическую или пластиковую трубу через редуктор, который подключён к электродвигателю. Редуктор уменьшает крутящий момент, но за счёт этого увеличивает силу деформации.
В гидравлических машинах основа всего – гидроцилиндр, заполненный специальным маслом. Усилие, передаваемое на поршень гидроцилиндра, увеличивается по законам физики. Такой аппарат гнёт трубу постепенно. Это работает за счёт ступенчатого нагнетания давления масла в системе. Как правило, гидравлические трубогибы имеют ручной привод в виде рычага. Нажимая на рычаг и возвращая его в исходное положение, оператор обеспечивает плавное продвижение штока, на котором закреплён пуансон.
Ручные механические трубогибы не имеют в своей конструкции гидроцилиндра. Вместо них труд слесаря облегчают передаточные механизмы, которые за счёт большего расстояния позволяют получить выигрыш в силе. Достаточно простой и при этом распространённый вид таких гибочных машин – роликовый трубогиб с цепной передачей.
Ролик прижимается мощным винтом, а круглая или профилированная заготовка протягивается между прижимным и опорными роликами путём вращения рукоятки, которая приводит в действие весь механизм. Валы роликов связаны друг с другом шестернями. Шестерни подобраны так, чтобы сделав большее число оборотов рукояти, можно было бы подвинуть изделие ненамного, но с большой силой. Тот же самый принцип используется в понижающей передаче велосипеда при движении в гору.
Комбинированные типы гибочных устройств могут в различных вариациях соединять ручной, электрический и гидравлический компоненты. В качестве примера можно привести классический станок с гидроцилиндром, где перемещение поршня обеспечивается не качанием рычага, а насосом высокого давления с электродвигателем. В этом случае человек только контролирует процесс, а работу выполняет электропривод, продвигающей шток за счёт растущего давления в цилиндре.
Следует отметить, что трубы большого диаметра из крепких марок стало практически невозможно согнуть без утраты прочности и образования мест повышенного напряжения металла. Для гибки больших прочных труб помимо механического воздействия на заготовку, применяют ещё и термическое. Трубу разогревают либо особой спиралью, либо индукционными токами докрасна, а потом постепенно придают ей нужную форму. Для этого используют крупногабаритные электромеханические станки большой мощности. Нагретая и затем отпущенная или закалённая труба не будет иметь в себе напряжения. На ней не скажется усталость металла, а изгиб будет плавным и ровным.
Стоит отметить, что нагревание очень редко требуется при гибке труб малого диаметра, поэтому оснащать самодельный гибочный станок спиралью или греть пропановой горелкой ни к чему. Однако нагрев докрасна продолжает использоваться при отсутствии станка, когда равномерность кривизны изгиба не имеет большого значения.
Принцип работы
В основе принципа работы любого трубогиба лежит оказание давления на трубу, в результате которого она принимает криволинейную форму.
Распространённый вариант фабричного трубогиба – гидравлический с рычагом.
С одной стороны цилиндр сделан глухим, в нём имеется только клапан для долива масла в систему. С противоположного конца из цилиндра выходит шток с надетым на него пуансоном. В заводских моделях производитель представляет несколько пуансонов, которые позволяют получить трубы с разным радиусом изгиба.
Труба вставляется в агрегат поперёк хода поршня. Совершая возвратно-поступательные движения рычагом, пользователь нагнетает давление в цилиндре до тех пор, пока шток с пуансоном не упрётся в трубу по центру. По бокам от штока труба удерживается двумя упорами. Выборки на упорах соответствуют профилю трубы: круглому или прямоугольному в сечении.
Диаметр гидроцилиндра и длина рычага подобраны таким образом, чтобы минимизировать мускульное усилие. При качании рычага шток продавливает трубу между упорами. Если нужно получить изгиб большой длины, труба вручную перемещается вдоль всего аппарата.
В ручном аппарате труба или профиль укладываются на два ролика, сверху прижимаются третьим роликом через винт. Винт оснащён длинными рукоятями, что помогает изгибать трубу. Второй ворот смонтирован на одном из роликов, а тот, в свою очередь, связан с другими цепной передачей через шестерни. Вращая роликовый блок, мастер подаёт трубу по механизму, равномерно сгибая её по всей длине. Если полученная кривизна слишком крута либо труба толстостенная, может потребоваться не один проход, а постепенное продавливание за несколько раз.
Для профильной трубы
Профильная труба часто применяется для сборки каркасов теплиц, беседок, ворот и калиток, навесов и много другого.
Поэтому и у владельца гаража или дачного участка рано или поздно встаёт вопрос, как согнуть профтрубу в домашних условиях.
На помощь придёт трубогиб.
Однако готовые решения стоят больших денег. Поэтому лучший вариант – сделать его своими руками.
Для изготовления такого приспособления потребуются следующие инструменты:
- Углошлифовальная машина, в просторечии – болгарка;
- Дрель с набором свёрл по металлу;
- Сварочный аппарат, лучше всего – бытовой электродный инвертор;
- Набор ключей или головок.
Прежде, чем приступать к работе, нужно оформить чертёж будущей гибочной машины, чтобы все детали соотносились друг с другом.
Основными элементами домашнего трубогиба являются:
- Рама, сваренная из стального швеллера или двутавра толщиной не менее 4мм;
- Валы роликов;
- Сами ролики;
- Звёздочки для подключения цепной передачи;
- Цепь для привода со старого велосипеда или газораспределительного механизма;
- Винт, опускающий прижимной ролик;
- Рукоятки вращения прижимного винта и валов – пустотелая стальная трубка или цельный прут;
- Различная фурнитура: гайки, болты, шайбы, гровера, шплинты.
Сразу стоит оговориться, что если у вас в арсенале отсутствуют ролики и валы, изготовить их самостоятельно без токарного станка не представляется возможным. В крайнем случае, можно обрезать существующие металлические стержни до нужных размеров и отшлифовать. В качестве роликов можно использовать бочонки с внутренним отверстием.
Ещё один вариант – старые подшипники. Если их посадить на вал, предварительно разогрев в пламени пропановой горелки, а потом проварить, чтобы они вращались вместе с валом, то получится ролик с идеальной круговой поверхностью.
С центральным роликом
Последовательность действий при сборке самодельного трубогиба с центральным прижимным роликом будет следующей:
- С помощью болгарки раскроите швеллер или двутавр на части нужного размера. Прихватите их точечно, а затем, когда рама будет готова, проварите по всей длине. После из эстетических соображений можно зашлифовать швы заточным кругом.
- Предусмотрите либо ножки из обрезков того же швеллера, либо крепёжные отверстия под болты, которые позволят прихватывать станок к верстаку.
- Просверлите отверстия под валы. Также с помощью дрели и болгарки сделайте прорези в вертикальной части рамы. В них будет ходить вверх и вниз вал прижимного ролика. Вставьте валы с надетыми роликами в проделанные отверстия и зафиксируйте их шплинтами.
- Резьбовое соединение штока прижимного ролика и глухой рамы делается либо с помощью токарного станка, либо с помощью метчика. Помните, что резьбу большого диаметра нарезать очень сложно. Обязательно используйте отработку или иную дешёвую смазку при нарезке резьбы.
- Внешнюю часть валов аккуратно сточите с двух сторон, чтобы на них можно было надеть звёздочки. Цепь надевайте с лёгким провисом, если сделать охват слишком тугим, на преодоление сопротивления будет тратиться дополнительная сила.
- Присоедините к одному из валов рычаг – для фиксации используйте тот же замок, что и для звёздочек. Если есть желание укрепить рычаг на валу – просверлите отверстие и нарежьте внутреннюю резьбу. После вкручивания туда болта рычаг зафиксируется, а выкрутив болт, рычаг всегда можно будет снять для транспортировки. Вращая рычаг, можно будет протягивать заготовку через вальцы. Закручивая прижимной винт, можно изменять радиус кривизны сгибаемой трубы.
Чертежи и размеры самодельной конструкции:
С переломной рамой
Не менее популярным при изготовлении своими руками является схема трубогиба с переломной рамой. Конструктивно он отличается тем, что все ролики в нём неподвижны, то есть только вращаются, но двигаются вверх-вниз.
Давление на трубу происходит путём приподнимания части рамы, где смонтирован один из крайних роликов. Процесс сборки похож на предыдущий, но имеет свои нюансы:
- Раму для переломного трубогиба сделайте не цельной, а состоящей из двух частей. Две части можно соединить шпилькой с двумя гайками.
- Подъём концевого ролика очень удобно осуществлять с помощью винтового подъёмного устройства или домкрата.
- Для вращения звёздочек некоторые умельцы приспосабливают электродвигатель переменного тока или даже бензиновый, снятый с мотоблока или топливного генератора.
Но чаще всего такие агрегаты всё же используют мускульную силу пользователя. В этом случае они не требуют практически никаких ресурсов. В этом их ценность: такое устройство очень просто сложить в багажник автомобиля и привезти на стройку, где ещё нет электричества.
Ниже приведены чертеж и размеры самодельного трубогиба:
Еще пример:
Простой трубогиб
В условиях домашней мастерской можно изготовить несколько типов трубогибов. Многое здесь зависит от потребностей пользователя устройства. В ситуации, когда человеку нужно постоянно гнуть медную трубку небольшого диаметра под прямым углом, изготовление стационарного трубогиба с переломной рамой на основе домкрата представляется излишней тратой времени и сил.
Ниже приведены самые простые и лёгкие в изготовлении виды трубогибов для различных нужд.
Для круглой трубы
Простейший трубогиб с минимумом деталей – это ручное устройство, состоящее из основы, двух шкивов, упора и рычага.
Он предназначен для сгибания труб круглого сечения под прямым углом или меньше.
Основа может быть простой металлической плитой. В ее центре неподвижно крепится шкив. На оси первого шкива закреплён П-образный кронштейн. Конец кронштейна продолжается рычагом, а в середине на очи закреплён второй шкив, который свободно вращается. Внизу от первого шкива располагают упор, который предотвращает проворачивание трубы.
Механизм такого трубогиба предельно прост. Круглая труба вставляется между упором и первым шкивом. Кронштейн одним из краёв касается упора, и труба получается зажатой между двух шкивов. Поворачивая кронштейн рычагом, мастер оказывает давление на конец трубы и постепенно второй шкив описывает окружность вокруг первого, неподвижного. Зажатая между ними труба искривляется по радиусу неподвижного шкива.
Из тисков
Большие стационарные тиски с успехом могут быть использованы вместо прижимного устройства.
Задача сборки облегчается тем, что тисковый трубогиб не требует рамы, соединяющей верхний прижимной и нижние упорные ролики. Для него хватит двух швеллеров достаточной глубины, чтобы в стенках можно было просверлить отверстия под валы роликов.
На широком основании монтируются упорные ролики на расстоянии минимум 400-600 мм друг от друга. На узком основании собирается один ролик, вращаемый рычагом достаточной длины. Затем конструкция вставляется в тиски, между роликами помещается труба и затягивается. Вращая рукоять рычага, трубу или профиль протягивают через роликовые вальцы.
Эта модель удобна тем, что является максимально портативной и может извлекаться из ящика с инструментами лишь по необходимости.
Самодельный роликовый
Роликовый трубогиб может иметь различную конфигурацию. Это может быть как простейший ручной механизм, состоящий из двух рычагов, шкива и прижимного ролика, так и достаточно сложное прокатное устройство с электрическим или даже бензиновым приводом.
Ключевой особенностью этого трубогиба являются ролики, которые либо обжимают трубу, прокатываясь по ней, либо сдавливают её с разных сторон. В зависимости от поперечного сечения роликов устройство будет заточено под круглую либо профильную трубу.
В первом случае внутренняя поверхность ролика между двумя гребнями будет вогнутой, во втором – ровной.
Чертежи:
Из домкрата
Гидравлический домкрат удобно использовать для поджима трубы. Его использование оправдано с круглой и профильной трубой из стали, больших диаметров или с толстыми стенками. Учитывая, что гидравлическим домкратом можно вывесить более трёх тонн, получается, что диаметр и толщина трубы, которую вы сможете согнуть, ограничивается скорее конструкцией самой системы и тем, сможете ли вы прокрутить рычаг, протаскивая заготовку.
Чертеж и размеры:
При достаточной длине рычага ручки вращения роликов этот вид трубогиба требует меньше всего физической силы при работе с серьёзными материалами.
Арбалетного типа
В трубогибе арбалетного типа отсутствует механизм протяжки профиля.
Он используется, когда изделие гнётся на небольшую длину.
Своё название трубогиб получил за металлическую треугольную раму, расположенную параллельно земле.
В вершинах этой рамы две опоры, ориентированные на круглую либо профильную трубу (это зависит от формы выемки на упорах). В третьей вершине находится шток с пуансоном, то есть дугой, выгнутой наружу. Для прижима пуансона к трубе, которая деформируется между двумя упорами, обычно применяют гидроцилиндр. В быту его легче всего заменить гидравлическим домкратом.
Чертеж самодельного трубогибочного станка арбалетного типа:
Таким образом, для изготовления арбалетного трубогиба, оснащённого гидродомкратом, нужно сварить треугольную раму, в вершинах которой будут располагаться упоры и прижимной шток.
Изготовление компактного трубогиба-улитки
Трубогиб-улитка получил своё название из-за детали, которая служит силовым трафаретом при изгибе трубы.
В процессе гибки труба прижимается к улитке специальным роликом, который описывает окружность.
В целом, конструкция такого трубогиба напоминает закаточную машинку для стеклянных банок.
Улитка самодельного агрегата может представлять круг из стали толщиной 3-4 мм, на который ребром приварена спирально закрученная толстая стальная лента. В изготовлении такой улитки не обойтись без пропанового резака, которым греют заготовки, чтоб согнуть, а потом закаляют.
В заводских агрегатах улитка поделена на сегменты, соединённые штифтами или болтами. Каждая из частей улитки может отгибаться, что даёт более крутой и красивый изгиб.
С помощью трубогиба-улитки можно гнуть не только трубу, но и прутья, арматуру, прежде всего, для художественного оформления и для завитков.
Пример можно увидеть на чертеже:
Трубогиб – полезный инструмент, который может пригодиться при прокладке металлических трубопроводов в системах отопления и кондиционирования, изготовлении металлических каркасов всевозможных видов и многого другого.
Высокая стоимость на заводские устройства побуждает людей, владеющих навыками ручного труда, к самостоятельному изготовлению трубогибов. Устройства, изготовленные своими руками, ничем не уступают фабричным и могут иметь самую разнообразную конфигурацию.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}