Трубогиб профильной трубы
Содержание
- Самодельный профилегиб без токарных работ.
- Важные технические моменты при изготовлении профилегиба.
- Как сделать ролики для профилегиба.
- Как закрепить подшипники на каркасе профилегиба.
- Конструктивные особенности профилегибов.
- Как сделать ручной профилегиб с обкатным роликом.
- Самодельный трубогиб для профильных труб
- Как сделать трубогиб своими руками
- Что такое трубосгибатель и где он нужен
- Необходимые материалы
- Гидравлический трудогиб – инструкция
- Изготовление компактного трубогиба улитки
- Виды методов
- Как сделать трубогиб своими руками – чертежи, фото и видео
- Классификация приспособлений для сгибания труб
- Изготовление простейшего трубогиба шаблонного типа
- Трубогибы с прижимным роликом
- Трубогибы намоточного типа
- Трубогибы арбалетного типа
- Самые популярные варианты самодельных трубогибов
- Кондуктор пружинный, наружный, 16 мм
- Кондуктор пружинный, наружный, 16 мм в Москве
Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
 Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы. Гибка полосы на ребро.
Гибка полосы на ребро.
Важные технические моменты при изготовлении профилегиба.
- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
 Гибка профильной трубы с заломами.
Гибка профильной трубы с заломами. Ролик трубогиба с ребром по центру.
Ролик трубогиба с ребром по центру.
- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
 Профилегиб.
Профилегиб.
- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
 Виды резьбы.
Виды резьбы.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
 Ролик трубогиба для гибки круглой трубы.
Ролик трубогиба для гибки круглой трубы.
Как сделать ролики для профилегиба.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
 Профилегиб с валами из велосипедных ступиц.
Профилегиб с валами из велосипедных ступиц.
В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Вал трубогиба сделанный из лома.
Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Ролик трубогиба.
Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Ролик профилегиба из трубы, шайб и металлического круга.
Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Профилегиб с переставными роликами. Трубогиб для гибки профильной трубы. Профилегиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Каркас профилегиба. Профилегиб сделанный с подшипниками в корпусе.
Конструктивные особенности профилегибов.
Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
Трубогиб со штурвалом.
Ниже представлено несколько фотографий с различными конструктивными особенностями.
Чертеж профилегиба. Профилегиб с двумя приводными роликами. Профилегиб со съемным верхним роликом и подвижным крайним роликом. Профилегиб с переставными роликами. Профилегиб с домкратом. Профилегиб с домкратом.
Как сделать ручной профилегиб с обкатным роликом.
Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки. Гибка профильной трубы методом обкатки. Схема гибки трубы.
Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
Сверлим отверстие в заготовке.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
Болт вставленный в заготовку.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
Обтачиваем заготовку.
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Ролик для трубогиба из пяти кругов.
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами. Минимальный радиус гибки трубы.
Самодельный трубогиб для профильных труб

Здравствуйте. Сегодня я хочу рассказать вам про мой самодельный трубогиб, который я сделал этой зимой.
Мысль о том, чтобы собрать такой станок была у меня давно. С его помощью можно прокатывать профильные трубы, придавая им форму дуги. Такая операция очень востребована — можно собрать, например, теплицу, навес, козырёк над входом. Можно придать интересную форму верхнему краю ворот, или металлического забора…
…И вот этой зимой я нашёл время и занялся этой самоделкой. При проектировании я обдумал следующие моменты:
Учитывая то, что я не собираюсь пользоваться им профессионально, я решил сделать относительно лёгкую конструкцию, которую легко к тому-же перевозить, и которая не будет занимать много места при хранении. (Ведь гнуть трубы я буду или возле дома, или на даче. Пользоваться я им буду не каждый год. И уж точно не придётся мне гнуть трубы большого сечения). Поэтому мощную стационарную конструкцию с большим ресурсом я решил не делать…
..В сети есть множество описаний подобных станков. Принцип действия у них одинаков — основу составляют три вала, один из которых подвижен в вертикальной плоскости. Именно он прогибает трубу и она, прокатываясь по этим валам, приобретает форму дуги.
… В основном, они все делятся на два типа:
1. С «ломающейся» станиной: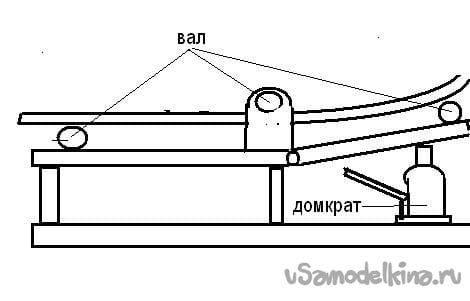
2. С подвижной центральной кареткой.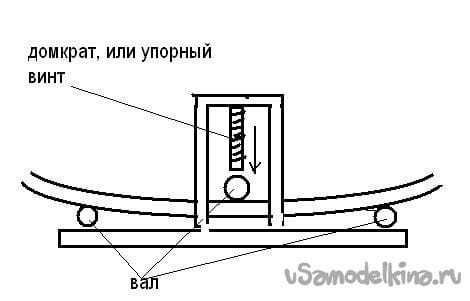 Второй тип более компактен (хоть и более сложен), поэтому я решил сделать именно такой.
Второй тип более компактен (хоть и более сложен), поэтому я решил сделать именно такой.
…В свою очередь, трубогибы с подвижной центральной кареткой подразделяются тоже на два типа: С ведущим центральным валом и с двумя ведущими крайними валами, соединёнными между собой приводной цепью.
Если сделать ведущим центральный вал, то есть возможность легко изменять расстояние между крайними, что даст дополнительную регулировку работы в зависимости от сечения (а значит жёсткости) различных профильных труб.
Я вначале сомневался, не будет ли проскальзываний, если только один вал будет ведущим, но пронаблюдав в работе трубогиб с одним ведущим валом, понял, что на не особо больших сечениях этого усилия вполне достаточно. А я не собираюсь гнуть трубы высотой больше, к примеру, 60-ти мм… Поэтому я остановился на таком устройстве.
И вот спустя какое-то время, у меня получился трубогиб, который вы увидите в этом видеоролике:
Итак, подробнее… Мне понадобилось:
1. Старый неисправный гидравлический домкрат
2. Профильные трубы различных сечений.
3. Круг диаметром 40 мм, длинной 500 мм.
4. Подшипники 6206 4шт
5. Подшипники 6202 8 шт.
6. Швеллер №65
7. Упорные подшипники 2 шт.
8. Метизы (болты, гайки, шайбы, шплинты)
Начал я с изготовления основных рабочих элементов — валов. У меня был 40-ка мм кругляк, длинной полметра. Можно было взять потолще, но… этот у меня был! ))). А посему я распилил его на три части. Две — по 130 мм, и одну — всё, что осталось))))). На токарном станке проточил валы под подшипники (до 30-ти мм диаметра)
Валы готовы. Приступил к сборке каретки. Её я решил изготовить из 65-го швеллера — в него хорошо укладывались 206-е подшипники…

После того, как я вырезал швеллер нужной длины, я просверлил в его центре отверстие, а по бокам приварил поперёк по уголку:
После этого я приступил к изготовлению центрального винта. Его я взял из старого гидравлического домкрата, который нашёл на металлоломе. Когда я убедился, что он уже никогда не будет домкратом, я решил его использовать.
Сам винт был диаметром 30 мм. В его торце, сверлом 8мм я просверзил глухое отверстие, забил туда шпильку и прихватил её сваркой:
Винт в домкрате вкручивался в поршень. Я отрезал от него верхнюю часть (с резьбой) и ещё одно кольцо, шириной 20 мм.
Это колцо я одел на винт, сам винт вставил шпилькой в отверстие каретки и приварил кольцо к каретке:
Это будет посадочное место для опорного подширника. (Его я подобрал по наружному диаметру)
На шпильку я навернул гайку, и просверлил отверстие в гайке и в шпильке:
Можно было только в шпильке, но так мне показалось надёжнее. Теперь гайку можно зашплинтовать после сборки узла. А узел, как вы догадались, состоит из винта, подшипника, каретки, второго подшипника и гайки.
Теперь, при нажатии винт будет упираться в каретку через верхний подшипник, а при подъёме каретка повиснет на нём через нижний.
По бокам каретки я приварил по обрезку профильной трубы 50 на 20 — это будут направляющие, а в углах просверлил отверстия и нарезал резьбу М6 . В них вкрутятся болты крепления хомутов ведущего вала.
Сами хомуты крепления подшипников я вырезал из жести — крепости там не надо, лишь бы вал не падал при подъёме каретки:
Далее я приступил к изготовлению верхней плиты. Её нужно сделать очень прочной — на неё придётся всё усилие винта при прогибании им трубы. Поэтому я её изготовил из того-же 65-го швеллера. Так как для вертикальных стоек я решил использовать профильную трубу 50 на 25 (расстояние между полками 65-го швеллера как раз 50 мм. Стойки войдут в него и закркпятся болтами М10 с гайками), то ширина верхней плиты у меня должна быть на 50 мм больше ширины каретки ( 2 раза по 25). Я вырезал два таких куска швеллера.
Ещё один разрезал на половиу и распустил вдоль:
В центр вставил резьбовую часть, отрезанную от поршня домкрата:
Всё сварил и обрезал лишнее:
Далее я приступил к изготовлению станины. Её тоже собрал из профильной трубы. Сечение взял 60 на 30:
Я решил сделать по три положения для каждого вала. Посадочные для подшипников я тоже сделал из профильной трубы, поэтому отрезал 12 одинаковых отрезков по 50 мм каждый. (Здесь , и не только здесь, мне очень помог мой самодельный отрезной станок, о котором я вам рассказывал в предыдущей публикации):
После чего я приварил к станине вертикальные стойки и посадочные для подшипников:
А так же четыре «уха» по краям. В них позже будут просверлены отверстия для крепления трубогиба шурупами к верстаку.
Основная часть готова. Можно приступить к предварительной сборке:
К винту сверху приварил кусок трубы 20 на 20. Оставил его длинным. Решил, что в процессе испытаний, если он будет мешать, то я его обрежу и буду использовать съёмный рычаг из трубы 15 на 15, который вставляется внутрь… Но, забегая вперёд, скажу, что этого не потребовалось. Рычаг действительно мешает крутить приводную рукоятку, если его повернуть на четверть оборота (торчит поперёк трубогиба). Но выяснилось, что закручивать винт с интервалом в полоборота вполне нормально.
Далее я приступил к изготовлению приводной рукоятки…Саму рукоятку я решил изготовить из профильной трубы 15 на 15 и шпильки. Просверлил в конце отверстие, вставил в него обрезок шпильки М14, приварил и зачистил:
Теперь на самом рычаге нужно сделать изгиб — трубогиб будет устанавливаться на краю стола или верстака.
Далее — соединить её с валом. Я заранее решил сделать её не только съёмной, но и чтобы она переворачивалась и в транспортном положении не болталась и не цеплялась. На валу я сделал вот такой профиль: После чего просверлил глухое отверстие и нарезал в нём резьбу М8. Рукоятка будет одеваться на вал и крепиться через шайбу барашковым болтом.
Теперь надо сделать ступицу на рукоятке. Я использовал обрезки уголка:
Потом, как скульптор, отсёк всё лишнее: )))))
Рычаг готов. На саму рукоятку (которая у меня изготовлена из шпильки М14) я просто одел обрезок полиэтилленовой водопроводной трубы и закрутил колпачковую гайку.
…Вообще хочу отдельно остановиться на использовании мною колпачковых гаек. Я часто их использую, если нужна ось вращения. Выбрав правильную длину оси, можно закрутить колпачковую гайку и затянуть её с максимальным усилием — она упрётся в ось колпачком, и откручиваться легко не будет. Конечно, фиксировать таким образом ось, на которой расположено, к примеру, колесо, без шплинтовки, не стоит, но для «неважных» осей, типа «завес» на которых что-то открывается-закрывается, это вполне подходит.
Вернёмся к трубогибу… Как я уже говорил, мне был важен такой момент, как очень простая переустановка валов. (Потому что, зная, к примеру, себя, я уверен, что не буду пользоваться до последнего опцией, если её сложно задействовать… К примеру, если валы стояли бы близко, а труба попалась бы с большим сечением, я попробовал бы аккуратно её прокатать на таком положении валов, если для изменения приходилось бы откручивать много каких-то гаек… И скорей всего, смял бы …). Именно поэтому я сделал установочные места подшипников из профильной трубы. Вал просто вкладывается в нужную пару стоек.
… Но такая конструкция противоречила моему другому требованию — мобильности! Ведь при переноске станка валы приходилось бы снимать и переносить отдельно… При этом, с них нужно было бы снимать подшипники (Я проточил под неплотную посадку и они могут спадать). Это меня не устраивало. Поэтому я решил изготовить деталь, которая прижимала бы подшипники сверху и фиксировала их. Я взял два отрезка профильной трубы, сечением 50 на 20 мм, стенка 2мм.
После чего я разрезал их вдоль по широкой части, разделив стенку на 10 и 40 мм. При этом, с другой стороны я разметил этот размер зеркально. У меня получились четыре вот таких заготовки:
Учитывая, что ширина 206-го подшипника 15 мм, он достаточно плотно входит внутрь этой заготовки.
Отмерял необходимую длину, остаток я вырезал вот таким образом:
После чего, верхнюю часть загнул вниз на 90 градусов, сделав соответственно, запил угла:
На них же я вырезал по такому вот «зубу»:
Теперь я установил оба вала с одной стороны трубогиба, одел на них получившиеся детали, к вертикальным стойкам, просверлив насквозь, я прикрепил их длинными винтами М4 с колпачковыми гайками (получились оси). Впереди же я загнул навстречу друг другу торчавшие вперёд полоски боковых стенок. Теперь, если их склепать между собой, мы получим П-образную крышку, которая, будучи опущенной вниз, накроет подшипники валов и плотно их зафиксирует:
При этом «зуб» с каждой стороны защёлкнется внутрь торца профильной трубы, из которой изготовлена нижняя платформа:
Чтобы поднять закрытие, нужно пальцами оттянуть вертикальный элемент , когда зацеп выйдет из торца трубы, всю крышку можно поднять вверх и переставить вал. После чего опустить крышку и лёгким нажатием защёлкнуть «зацепы».
После этого я решил изготовить ограничители, которые не позволяли бы обрабатываемой трубе уходить в сторону и тереться о бортики. Для этой цели лучше всего использовать кольца, одеваемые на валы. (Именно поэтому я и протачивал валы так, чтобы подшипники легко снимались). Но в настоящее время у меня не было ни материала такого сечения, ни доступа к станку с соответствующим суппортом, поэтому я изготовил ограничители по другому. Их равнополочного уголка 32 мм я изготовил вот такие детали с прорезями шириной 8 мм:
И закрепил их в торцах моих крышек.
Сами ограничители собрал (каждый) из мебельного болта М8, двух гаек М10 (одел на болт чисто для высоты) и двух подшипников № 202. Внутрь напихал ещё шайб. Весь этот «бутерброд» я стянул барашковой гайкой. Внутрь подшипников вставил по обрезку подходящей трубки, чтобы они не болтались на болтах))))):
Думаю, их работа понятна: если ослабить гайку, можно передвинуть весь ограничитель по прорези до нужного положения, и затянуть гайку. Квадратный профиль мебельного болта под его шляпкой позволяет это сделать, не придерживая болт.
Я боялся, что такое устройство ограничителей не будет работать из за того, что труба, выгнутая дугой, поднимется над ними. Но, как показали испытания, достаточно высоты двух подшипников и двух гаек. (На момент съёмки видео, я ещё ничего им не гнул, поэтому там по одному подшипнику. После испытаний взял болты длиннее и одел ещё по одному). Ведь при работе достаточно, чтобы заготовка хоть на миллиметр упиралась в подшипник и катилась по нему. А если мне придётся прокатать трубу вообще «в колесо» (что и и сделал на испытаниях)))), то делается это за несколько заходов. И к тому времени, как она поднимется выше подшипников, её профиль уже выравнивается, и она не уходит в сторону….
Ну вот, собственно, и всё! После покраски, получился вот такой станочек:
Доставка новых самоделок на почту
Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. .
Как сделать трубогиб своими руками
Бывает, что нужно согнуть металлическую трубу, но сделать это нечем. Человеческой силы не хватит, чтобы ровно сделать изгиб, при этом не повредив саму структуру. Для этого нужен инструмент – трубогиб, который продается в магазинах и строительном рынке. Но самостоятельно изготовить в гараже с минимумом оборудования возможно.
Даже бюджетные версии стоят больше, чем самодельные. А если самодельный трубогиб для профильной трубы вам нужен для конкретных работ и больше не потребуются – нет смысла покупать.
Что такое трубосгибатель и где он нужен
Перед монтажом трубогиба для профильной трубы, нужно узнать о инструменте подробнее. Это старое оборудование, используемое для изгибания трубопроката. Почему нельзя это сделать обычной человеческой силой? Металл легко деформируется, если давление на него подается по бокам. Размаха человеческих рук просто недостаточно, чтобы было возможно деформировать трубу в конкретном участке трубопровода.
Станок для гибки профильной трубы своими руками не только правильно производит изгиб. Он точно определяет угол наклона. Параметры вы можете выставлять, в зависимости от конкретных нужд. Для этой процедуры не нужно прилагать много усилий.
Оборудование может изготавливаться из металла. Желательно брать сталь, так как она соответствует стандарту твердости и прочности, которые нам нужны. Алюминий имеет меньший срок эксплуатации. Но если других материалов под рукой нет – он подойдет. Точно нельзя использовать пластик, так как его прочности будет недостаточно, чтобы сопротивляться давлению металла.
Вы можете сделать оборудование под себя. Для самодельщика доступны сразу несколько видов, отличающихся по типу конструкции. Угол же можно фиксировать при сборке. Обычно, в заводских моделях он соответствует диапазону до ста восьмидесяти градусов.
Виды
Гибочный станок для профильной трубы даже в условиях гаража может быть нескольких видов. Можно использовать материалы, не нужные в быту.
Конструкционно, они имеют следующие отличия:
Гидравлические
Разновидность станка, работающая на силе жидкости. Позволяет сгибать трубопрокат с диаметром до 8 сантиметров, поэтому часто встречается на производстве. Для дома используется редко, так как такие показатели нам не нужны. Но при монтаже металлического трубопровода отопления будет полезным. Трубогиб гидравлический для круглой трубы тонкостенной не подходит, так как для него характерны слишком грубый способ деформации.
Ручные
Популярны для дома, но не могут использоваться для гибки широких труб. Простая конструкция построенная на элементарной физике. Компоненты для сборки есть у каждого в гараже. Подходят для не каленной стали, низкоуглеродистых ферросплавов, цветных металлов (алюминий, медь, различные виды их сплавов).
Электромеханические
В самостоятельной сборке сложны, но имеют высокую производительность. Создают ювелирную точность, могут сгибать тонкостенные трубки, при этом без повреждения стенок.
Гибридные
Представляют собой совмещение электрических и гидравлических осей.
Методы сгибания
Дополнительно отличаются метод самого сгибания:
- Арбалет. Для изгибания используется заранее заготовленная форма, которая подходит под конкретный тип трубы. Профилегиб своими руками арбалетный – частый станок в гаражах.
- Пружина. Пружинный механизм, обеспечивающий не только качественный сгиб, дополнительно он еще и не создает деструктивных деформации.
- Сегментарный. Отличается тем, что сгибание происходит с помощью сегмента, перетягивающего трубу на себя.
- Бездорновый. Деформация происходит путем наматывания профиля на валик.
- Дорновый. Механизм схож с предыдущим. Основное отличие – установка дополнительного наполнителя, который не дает образовываться гофре.
Необходимые материалы
Трубогиб гидравлический для круглой трубы устроен элементарно. Можете использовать готовые чертежи, которыми наполнен интернет. Под Они есть под любые размеры гаража. Есть много конструкций, выбор которых определяется доступными материалами. Если вы не хотите ехать в строительный магазин и тратить деньги – поищите по закромам. Некоторые детали можно заказать у токарей и фрезеровщиков.
Часто, самодельщики выбирают фронтальную конструкцию, которая недорого стоит и доступна для сборки.
Она состоит из:
- Три валика – металлических;
- Цепь привода;
- Оси для вращения;
- Механизм движения, который и будет производить сгибание;
- Металлический профиль, чтобы изготовить раму.
Самодельщики, в целях экономии, устанавливают валики из доступных материалов, как дерево, пластик или полиуретан. Проблемой здесь выступает теория резанья. Металл значительно прочнее и плотнее. Поэтому ролик может не выдержать давления и треснуть. Не нужно экономить и монтировать металлические.
Чтобы понять, как трубогиб для профильной трубы своими руками производит сгибание – нужно разобраться в технологии. Часто, используются обычные разновидности вальцовок и прокаток. Они позволяют работать даже с тонкостенными трубками, не разрушая их и оставляя пригодными для использования.
Чтобы произвести изгиб, трубу нужно устанавливить между валиками. Далее, нужно повернуть ручку, после этого будет произведена деформация по заданным параметрам.
Можно сделать трубогибы для профильных труб из домкрата. Если он стоит в гараже – уже половина станка у вас уже готова. После сборки, домкрат можно достать.
Для этого вам потребуется:
- Автомобильный домкрат;
- Каркас;
- Пружины (обязательно высокоточные);
- Три ролика;
- Цепь для привода;
- Расходники.
О том, как работает ручной профилегиб – можете посмотреть видео ниже. Для получения результата, установленную трубу сгибают с помощью валиков. Прокручивая ручку, в движение приводится приводная цепь, которая и производит сам изгиб.
Производство сгибателя простое, если вы будете придерживаться следующих инструкций:
- К прижимному валу присоединяются шестеренки, подшипники и колечки, которые соединяются друг с другом с помощью шпонки. Перед сборкой, нужно составить тщательный чертеж, с прописанными показателями всех элементов. Часто их приходится вытачивать отдельно. Если вы не умеете пользоваться токарным станком – доверьтесь токарю. Всего вам потребуется три отдельных вала. 2. В кольцах делаются отверстия. Они понадобятся для пазов и резьбового соединения.
- Нужно установить полку. Лучше всего подойдет стальной швеллер, который обеспечит достаточный прижим вала.
- После этого потребуется собрать всю конструкцию. По возможности, используйте сварочный аппарат. Сварочное соединение – самое надежное решение. Оно не поддается вибрации. Если у вас нет сварочника, можно воспользоваться болтами. В некоторых местах потребуется перфорированные пластины из толстой стали.
- Предпоследний этап – монтаж полки. На него устанавливается, через пружину, прижимной ролик. По бокам монтируются остаточные ролики. На один из них крепиться ручка.
- В последнюю очередь устанавливается домкрат.
Отдельные нюансы:
- Ролик устанавливается на полку, предварительно к которой приваривается гайка для пружины;
- Натяжение требуется производить с помощью магнитного уголка, который в значительной мере выступает держателем;
- Домкрат монтируется на навесную платформу (если хотите его использовать отдельно – используйте болтовые крепления).
Гидравлический трудогиб – инструкция
Трубогиб для металлопластиковых труб с гидравлической тягой можно также сделать самостоятельно. Недостаток – трудоемкость сборки.
Вам понадобится:
- Домкрат с грузоподъемностью не меньше пяти тонн;
- Башмачная платформа;
- Валы;
- Массивный швеллер;
- Толстые стальные листы и расходники.
Для производства устройства, нужно в башмак установить гидравлический домкрат. Нужно правильно зафиксировать его с двух сторон. Для этого можно использовать сварочный аппарат или болты.
После этого давление на домкрат обеспечивает качественное изгибание трубы. Добившись требуемого угла, достаточно вынуть изделие и использовать по назначению. Чтобы изготовить устройство, нужно придерживаться следующего плана:
- Изготовите подробный чертеж. В нем нужно описать габариты каждого отдельного элемента. Их производство можно заказать у токаря.
- Нижняя платформа выступает площадкой для домкрата. Чтобы использовать его в дальнейшем – прикрутите болтами, а не сваркой.
- Ролики – важная часть конструкции. Проблемой его выступает то, что к ним выделяют строгие требования к точности. Их можно сделать самостоятельно. Башмак монтируется ниже, и их соотношение определяет допустимый угол изгиба.
Изготовление компактного трубогиба улитки
Изделия из профильной трубы «Улитка» получила такое название потому, что выступает силовым шаблоном. Это трафарет, который нужен специально для получения правильной формы плоской спирали.
В процессе, трубка плотно прижимается к трафарету, образуя ровные спиральные формы. По своему дизайну, они напоминают машинки для закатки стеклянных банок.
Улиткой называют плоскую стальную пластику (толщина не менее четырех миллиметров). На нее устанавливается трафаретная часть в виде спирали. Проблема в том, что ее изготовления требуется, как минимум, фрезерный станок или хороший ручной фрезер. Нельзя обойтись без пропанового резака. Это разновидность горелки, которая позволяет нагреть металл и в дальнейшем его согнуть.
Заводские модели оборудованы системой штифтов и болтов. Каждая часть заменяема, что позволяет сделать разные изгибы.
Виды методов
Трубогиб для металлопластиковых труб – элементарный станок, работающий на одной механике. Станок незаменим для трубопровода, в том числе и толстостенного и металлопластикового. В нем можно работать с разными видами металла (сталь, алюминий, медь, цинк и их сплавы). Для большей производительности, участки сгиба можно предварительно довести до красна, чтобы отпустить металл, снять внутренние напряжения и сделать его более мягким.
Холодный метод
Распространен в гаражном мастерстве. Если нет паяльной лампы и горелки – им можно пользоваться. Из недостатков – требуется больше усилий. Холодный металл тверже, может треснуть. Поэтому подходит только для сырой стали и мягких цветных металлов. Безопаснее, в сравнении с горячим прокатом, так как не приходится работать с высокими температурами.
Горячий метод
Требует горелку и паяльную лампу. Нагрев снимает напряжение с металла и поэтому он становится более податливым, но это актуально только для тонкостенного трубопроката. Толстостенные трубки невозможно прогреть более чем на 300 градусов в условиях гаража.
Вы узнали, как сделать трубогиб своими руками. Но лучше придерживаться несколько дополнительных советов:
- Чтобы работать с разными профилями труб – изготовьте съемные валы. Чтобы гнуть толстостенный прокат потребуются каленые валы. Можно подвергнуть обработке только вхний слой.
- Если труба соскальзывает при работе с шаблоном – установите закрепительные крючки по бокам.
- Чтобы сгибать трубопрокат большого диаметра с толстыми стенками – установите минимум три ролика, который будет достаточно для комфортной работы. Желательно, чтобы они были тверже сгибаемого материала. Для этого можно закалить поверхность стального валика.
Поделитесь с друзьями 😉 0
Как сделать трубогиб своими руками – чертежи, фото и видео
Изготовить своими руками домашний или даже профессиональный трубогиб, чтобы иметь возможность гнуть трубы на заданный угол и, что немаловажно, с заданным радиусом изгиба, не так уж сложно.
Сделать своими руками трубогиб не так уж и сложно
Вопреки распространенному мнению о том, что чаще всего этим приспособлением пользуются при выполнении сантехнических работ, в таких случаях обычно используют различные фитинги и отводы – предварительно согнутые отрезки труб, изготавливаемые в промышленных условиях. Однако для применения отводов существуют ограничения, которые определяются их стандартными характеристиками:
- углы поворота (могут быть 45, 60, 90 и 180 градусов);
- радиусы изгиба (выпускаются отводы с радиусами изгиба 1,0 Ду и 1,5 Ду);
- использование сварки.
Не во всех ситуациях такие параметры способны удовлетворить тех, кому необходимо придать конструкции из труб требуемую форму. Именно в таких случаях и выручает механический трубогиб (или ручной трубогиб).
Без станка для сгибания стальных труб не обойтись тем владельцам дач и частных домов, которые собираются самостоятельно изготовить различные арочные конструкции, теплицы, ограждения нестандартной формы и многое другое.
В этой статье мы досконально разберем, как сделать трубогиб своими руками. Ведь самодельный трубогиб вполне можно использовать не только дома, но и в полупрофессиональной деятельности, так как его конструкция не отличается заоблачной сложностью, а серийные устройства для сгибания труб стоят достаточно дорого. Поэтому, изготовив ручной трубогиб своими руками, вы сбережете немало денег.
Два трубогиба: с ручным и электрическим приводом
Классификация приспособлений для сгибания труб
Устройства для гибки стальных труб классифицируются:
Суть способов воздействия трубогиба на трубу заключается в следующем.
Обкатка
При таком способе один конец трубы зажимается, а для придания ей требуемого изгиба используется неподвижный шаблон. Для обкатки изделия вокруг шаблона используются прижимные ролики.
Чертежи обкаточного трубогиба
Намотка
В таком устройстве труба прижимается к подвижному шаблону (ролику), на который она и наматывается, протягиваясь между вращающимся роликом и специальным упором, установленным в начале точки гиба.
Схема трубогиба, работающего по принципу намотки
Арбалетные трубогибы
В таком трубогибе труба опирается на два неподвижных ролика, а сгибание выполняет шаблон, который закреплен на подвижном штоке. Шаблон давит на середину закрепленного участка трубы, тем самым придавая ей требуемый угол изгиба.
Схема арбалетного трубогиба: 2 — домкрат, 3 — башмак (пуансон)
Прокатка, или вальцовка
Требуемый радиус изгиба получают при помощи трехвалкового устройства, основу конструкции которого составляют два опорных и один центральный ролик. На трубу осуществляет давление центральный ролик, положение которого и определяет радиус ее изгиба. Прокаточный трубогиб является более универсальным, во всех остальных станках радиус изгиба зависит от используемого шаблона.
Ручной прокаточный трубогиб компактных размеров
Изготовление трубогиба, работающего по принципу намотки, не отличается простотой, поэтому такое устройство делают преимущественно промышленным способом. Арбалетный метод обладает еще одним значительным недостатком: давление от штока с закрепленным на нем шаблоном, который называется башмак, сосредоточено в его верхней части. Такой способ воздействия на трубу приводит к ее значительному растяжению по наружному радиусу изгиба, что может сопровождаться уменьшением толщины стенки и даже ее разрывом. Особенно не рекомендуется использовать арбалетный способ для гибки тонкостенных изделий.
Пример самодельного трубогиба прокаточного (вальцовочного) типа
Станок, работающий по принципу прокатки (вальцовки), практически не имеет всех вышеперечисленных недостатков, такую технологию используют при производстве отводов в заводских условиях.
Станок для сгибания труб, изготовленный своими руками, может иметь различную конструкцию. Выбирать ее тип следует исходя из того, какой радиус изгиба стальной трубы вам необходим. Существует перечень рекомендаций, в соответствии с которыми и осуществляется выбор конкретной модели устройства для сгибания стальных труб. Важные параметры, которые необходимо учесть, это толщина стенок трубы и ее общий диаметр. Перед началом работы с трубогибом не помешает ознакомиться данными таблицы, отображающей максимально возможные радиусы для изгибания стальных труб.
Зависимость радиуса изгиба от диаметра и толщины стенок трубы
Чтобы получить радиус загиба меньший, чем оговорено в таких рекомендациях, необходимо использовать дорновый трубогиб или горячее вальцевание, которое применяется преимущественно в производственных условиях. Устройство с дорном сложнее создать в домашних условиях, поэтому их намного реже делают самостоятельно, отдавая предпочтение вальцовочным.
Для того чтобы самостоятельно выполнить горячую прокатку трубы, можно прибегнуть к использованию трубогиба, сделанного своими руками, но при условии, что он полностью изготовлен из металла, а его станина отличается высокой надежностью. Для выполнения такой технологической операции дополнительно потребуется паяльная лампа или газовая горелка.
Изготовление простейшего трубогиба шаблонного типа
Простой прокатный станок для гибки труб можно изготовить даже из дерева. Естественно, это будет ручной трубогиб, в конструкции которого можно даже не предусматривать прижимной ролик, если использоваться он будет для тонкостенных изделий. Шаблон для такого устройства изготавливается из деревянной доски, толщина которой должна быть такой, чтобы превышать диаметр самой трубы.
Деревянный шаблон для простейшего ручного трубогиба
Для удобства работы имеет смысл озадачиться профилированием шаблона со стороны его торца, дабы избежать соскакивания трубы в процессе сгибания. В этих целях можно сложить две доски, у которых предварительно спилить по одной грани, создав таким образом своего рода желоб. Сделанный предварительно выполняется чертеж поможет избежать ошибок.
При использовании подобного трубогиба шаблон крепят к надежному основанию, а с левой стороны от него (для правшей) закрепляют упор. Трубу, которую необходимо загнуть по требуемому радиусу, заводят между шаблоном и упором и аккуратно гнут ее, следя за тем, чтобы она не соскочила с шаблона.
Разборный шаблон из крюков
С помощью такого трубогиба, сделанного из подручных материалов, можно выполнять сгибание по большому радиусу изгиба. Можно избежать изготовления деревянного шаблона и упростить приспособление, заменив его на зафиксированные на основании металлические крюки, расположенные по окружности с требуемым радиусом загиба. Удобно такое устройство тем, что размеры загиба в любой момент можно изменить, расположив крюки-упоры по окружности с другим радиусом.
Вооружившись ручной лебедкой, можно значительно расширить диапазон производимых работ за счет заметного увеличения тягового усилия для сгибания труб.
Лебедка поможет расширить функциональность простейшего ручного трубогиба
Трубогибы с прижимным роликом
Более сложным по конструкции является ручной трубогиб, в котором используется прижимной ролик. Для изготовления такого приспособления можно использовать как дерево, так и металл.
Для труб из мягких материалов (к примеру, медных) оптимальным вариантом являются ролики из древесины, так как они не вызывают деформации металла. Такие ролики совсем несложно изготовить в домашних условиях, если использовать фото или чертежи подобных приспособлений, в большом количестве размещенных в Интернете. В качестве материала изготовления можно использовать толстые доски или несколько слоев фанеры.
Чертеж трубогиба с прижимным роликом
Самодельный трубогиб подобной конструкции, основу которого составляют ролики – подвижный (прижимной) и неподвижный, – позволяет выполнять сгибание труб круглого сечения, отличающихся даже значительным диаметром.
Для того чтобы понять, что такое устройство отличается простотой конструкции и применения, достаточно взглянуть на его фото или чертеж. В зависимости от того, какие нагрузки предполагаются для трубогиба этого типа, основание для него изготавливается из металла или прочной фанеры. П-образный держатель, на котором будут размещены центральный и прижимной ролики, делают из металла.
Относительно оси центрального ролика, надежно закрепленной на основании, такой держатель должен иметь возможность вращаться. С обратной стороны от центрального ролика на держатель крепится рукоятка, являющаяся рычагом, поэтому от ее длины напрямую зависит создаваемое усилие. Такой рычажный трубогиб позволяет выполнять операции с различным радиусом загиба труб.
Многие задаются вопросом о том, возможно ли изготовление своими руками трубогиба намоточного типа. Естественно, сначала желательно изучить чертеж или фото такого приспособления, на котором нет упора на основании. Основу конструкции трубогиба этого типа составляют два шкива, рамка с рычагом и прижимным роликом, надежное основание. Гибка при помощи такого устройства осуществляется за счет того, что трубу, помещенную в желобок неподвижного шкива и зажатую хомутом, оборачивают вокруг шаблона при помощи рычага и подвижного ролика.
Трубогиб для мягких труб на два разных радиуса сгиба
Для небольших и мягких изделий (алюминиевых или медных) пригоден самодельный трубогиб, позволяющий выполнять сгибание с двумя разными радиусами. Фото такого устройства несложно найти в Интернете. В этом трубогибе используется один прижимной ролик, а шаблон выполнен одновременно с двумя радиусами на одной пластине. Естественно, что для каждого варианта гибки ручка трубогиба должна переустанавливаться, для чего на его основании предусмотрены два отверстия.
Трубогибы намоточного типа
Примерами таких устройств являются гидравлические трубогибы, использующиеся для сгибания труб круглого сечения. В конструкции подобного приспособления есть мощный шкив, к которому и крепится труба в точке изгиба. Данный шкив фиксируется на надежной станине, а в ее основании располагается шток, который приводится в действие при помощи домкрата. На штоке при помощи домкрата создается значительное усилие, которое передается на рычаг, вращающий шкив и наматывающий на него трубу. Рычаг может свободно вращаться вокруг оси шкива и соединяется с ним при помощи отверстий, расположенных по его окружности.
Рабочий пример такого трубогиба можно увидеть на видео ниже:
Подобный механический трубогиб можно также изготовить своими руками с использованием домкрата реечного типа. При использовании этого устройства необходимо прикладывать больше физических усилий.
Пример работы на видео:
К примерам приспособления подобного типа относятся самодельные трубогибы, вальцы которых изготовлены из древесины. При работе с такими устройствами для сгибания труб круглого сечения необходимо прикладывать значительные физические усилия, которые уменьшаются за счет подвижного вращающегося ролика.
Пример в ролике ниже:
Трубогибы арбалетного типа
Свое название такие трубогибы получили из-за своего сходства с арбалетом. Основу конструкции подобного устройства составляет рама, изготавливаемая при помощи сварки из уголков и швеллера. Внутри такой рамы, на которой крепятся два подвижных вальца, располагается домкрат, при помощи специального башмака создающий усилие, направленное на трубу. Трубогибы с подвижными вальцами и прижимным башмаком применяются преимущественно для гибки труб круглого сечения, так как изделия любого другого типа они могут просто деформировать.
Суровый арбалетный трубогиб без излишеств
Самые популярные варианты самодельных трубогибов
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.
Вариант самодельного трубогиба
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.
Самодельный трубогиб с электроприводом, сделанный своими руками
Компьютерная модель трубогиба Чертеж прижимного винта Чертежи валов
Чертеж кольца Комплектующие трубогиба Процесс сборки
Привод от двигателя Вид со стороны валов Готовый трубогиб в сборе
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.
Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.
Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.
Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.
Более удобным, по мнению многих специалистов, является трубогиб, в котором прижимной ролик расположен снизу. Некоторые мастера придерживаются мнения, что контролировать сгибание труб на нем значительно проще, они не загораживаются верхней несущей конструкцией.
Трубогиб с электромотором и приводом через две цепи
Любое устройство для гибки труб является достаточно несложным приспособлением, работа которого основана на элементарных законах механики. Если потребность в сгибании нержавеющих, металлопластиковых труб, а также труб из других материалов возникает нечасто, то можно ограничиться и ручным устройством.
Если вам нужно более серьезное устройство для профессиональной деятельности, то лучше соорудить электрогидравлический трубогиб, который сэкономит физические трудозатраты, используя силу гидравлического домкрата, и сбережет время, благодаря приводу рабочих валов от электродвигателя.
Кондуктор пружинный, наружный, 16 мм
Кондуктор пружинный, наружный, 16 мм в Москве
Кондуктор пружинный, наружный, 16 мм и другие товары в данной категории доступны в каталоге интернет-магазина Леруа Мерлен в Москве по низким ценам. Ознакомьтесь с подробными характеристиками данного товара, которые помогут Вам сделать правильный выбор и заказать товар онлайн. При необходимости, наши специалисты в розничных магазинах предоставят Вам подробную консультацию.
Купите такие товары, как Кондуктор пружинный, наружный, 16 мм, в интернет-магазине или гипермаркете Леруа Мерлен, предварительно уточнив их наличие.
Вы всегда можете сделать заказ и оплатить его онлайн на официальном сайте Леруа Мерлен в России. Для жителей Московской области у нас не только низкие цены на такие товары, как «Кондуктор пружинный, наружный, 16 мм», но и быстрая доставка в такие города, как Москва, Балашиха, Подольск, Химки, Королёв, Мытищи, Люберцы, Красногорск, Электросталь, Коломна, Одинцово, Домодедово, Серпухов, Щёлково, Орехово-Зуево, Раменское, Долгопрудный, Пушкино, Реутов, Сергиев Посад, Воскресенск, Лобня, Клин, Ивантеевка, Дубна, Егорьевск, Чехов, Дмитров, Видное, Ступино, Павловский Посад, Наро-Фоминск, Фрязино, Лыткарино, Дзержинский и Солнечногорск.



