Как согнуть монолитный поликарбонат
Содержание
- Как согнуть монолитный поликарбонат и сотовый
- Можно ли гнуть поликарбонат
- Что такое минимальный радиус изгиба поликарбоната
- Минимальный радиус изгиба сотового поликарбоната
- Как гнуть поликарбонат в домашних условиях
- Советы и рекомендации
- Как согнуть поликарбонат под углом или на 90 градусов
- Преимущества
- Монолитный
- Сотовый
- Инструкция по монтажу сотового поликарбоната
- Литье пластмасс в силикон — доступное мелкосерийное производство в домашних условиях
Как согнуть монолитный поликарбонат и сотовый
Поликарбонат является одним из востребованных строительных материалов, который нашел свое применение и при оборудовании тепличных комплексов, и при создании навесов для авто, и при монтаже козырьков. Он отличается высоким уровнем прочности, хорошей светопропускной способностью и длительным сроком службы. Кроме этого, это еще и гибкий материал, но при установке арочной кровли нужно учитывать радиус изгиба сотового поликарбоната и монолитного.
Можно ли гнуть поликарбонат
Производить гибку монолитного поликарбоната можно, ведь этот полимерный пластик обладает множеством положительных характеристик:
- относительно небольшим весом;
- прозрачностью;
- высокой степенью гибкости;
- широким рабочим диапазоном температур (-40 до +120 градусов);
- высокими звукоизоляционными свойствами;
- поддается искривлению как в разогретом, так и в холодном состоянии;
- не вызывает сложностей в обработке;
- не образует сколов при нарушении целостности поверхности.
В отличие от стекла монолитные плиты по показателям прочности существенно превосходят его. Толщина листа составляет 2-20 мм. Если сравнивать с сотовым, то по весу монолит тяжелее, но и стоит он дороже. Чаще всего его применяют для обустройства городской инфраструктуры.
Листы сотового пластика более тонкие, их толщина варьируется в пределах 16-42 мм, они выделяются высокими показателями тепло- и шумоизоляции, хорошей прозрачностью. Учитывая, что на его изготовление расходуют меньше исходного сырья, себестоимость низкая. Благодаря таким качествам сотовый прозрачный пластик активно используется для перекрытия тепличных помещений, парников, навесов.
Что такое минимальный радиус изгиба поликарбоната
Под понятием минимального радиуса изгиба подразумевается показатель, который указывает на максимально допустимое значение сворачивания листа. В случае игнорирования данного параметра при установке арочной кровли могут возникнуть следующие негативные последствия при использовании плит меньшего радиуса, чем необходимо:
- в результате термического расширения полимерный материал лопнет, а вода будет сочиться через образовавшуюся трещину;
- нарушится целостность конструкции вследствие выхода крепежных элементов из листа;
- наблюдается постоянный треск листов синтетического происхождения.
Важно! Качество скрутки никаким образом не отображается на прочностных характеристиках и форме полимерного пластика. После разворачивания рулона поликарбонат принимает изначальный вид.
Минимальный радиус изгиба сотового поликарбоната
При изготовлении листов сотового пластика производители соблюдают определенные типовые нормы. Так, стандартные размеры ячеистого полимера составляют 2,1х6 либо 2,1х12 м, а монолитного – 2,05×3,05 м. Примечателен тот факт, что сотовый и литой лист отличаются показателями минимального градуса искривления, а также толщиной листов и весом. Чем меньше толщина синтетического материала, тем сильнее сгибается (скручивается) он. Загнуть монолитный поликарбонат можно в любом направлении – и вдоль, и поперек.
Важно! Скручивать листы ячеистого полимера допустимо только вдоль ребер жесткости. Кроме этого, при установке прозрачных плит следует учитывать, где находится сторона с ультрафиолетовым покрытием, иначе кровельный материал не будет в полной мере выполнять свои функции.
Во избежание повреждения синтетических панелей во время транспортировки необходимо не превышать ограничительный барьер при скручивании материала. Иначе вероятность того, что полимер лопнет, составляет почти 90%. Получаются следующие показатели:
- радиус изгиба поликарбоната толщиной 4 мм – 700 мм (можно разместить рулон в салоне автомобиля);
- радиус искривления синтетического материала толщиной 6 мм – 1050 мм (перевозка возможна уже на крыше автомобиля);
- радиус изгиба поликарбоната толщиной 8 мм – 1400 мм (можно транспортировать только на крыше авто, в прицепе, грузовом автомобиле);
- радиус изгиба поликарбоната толщиной 10 мм – 1750 мм (перевозка возможна на крыше авто, в прицепе, грузовом автомобиле);
- радиус искривления плит толщиной 16 мм – 3000 мм (транспортировать можно на грузовой машине и только в горизонтальном положении);
- радиус скручивания полимерных листов толщиной 20 мм – 4500;
- радиус сворачивания сотового изделия толщиной 25 мм – 5000;
- радиус искривления ячеистых листов толщиной 32 мм – 6400.
По большому счету по характеристике искривления монолитного полимера и ячеистого показатели очень схожи, но литой пластик скручивается лучше и в любую сторону. Но он проигрывает пустотелому материалу по весу, что накладывает определенные ограничения при использовании его в конкретных конструкциях и сооружениях.
Как гнуть поликарбонат в домашних условиях
Одно из преимуществ полимерного пластика – способность гнуться даже в холодном состоянии, подвергать его нагреву до определенной температуры нет необходимости, что значительным образом упрощает работу с ним. Здесь главное условие – учитывать показатель минимального градуса искривления.
Как гнуть монолитный поликарбонат
Поскольку литой пластик гнется в любом направлении, то особых сложностей в придании ему нужных форм не наблюдается. Процесс сгибания монолитных плит предусматривает выполнение следующих действий:
- Установить тиски на специальном слесарном верстаке.
- Зажать листы полимерного пластика.
- Согнуть поликарбонат на 90 ° C.
Таким образом, можно сворачивать литой пластик на нужный градус, но не превышая допустимое значение. Несмотря на тот факт, что этот вид стройматериала отличается повышенной прочностью, соблюдение мер предосторожности все-таки не помешает.
Как согнуть сотовый поликарбонат
Чтобы придать листу конкретную форму, необходимо учитывать несколько моментов:
- скручивать нужно исключительно вдоль специальных ячеек;
- сгибать под углом 90 градусов сотовый полимер нельзя, велика вероятность механического повреждения листа.
Греть ячеистый стройматериал не эффективно, лучше использовать для получения материала, согнутого под прямым углом, монолитный вариант плит.
Важно! Показатель текучести синтетического материала составляет свыше +120 градусов.
Чтобы согнуть монолитный или сотовый поликарбонат в домашних условиях, необходимо придерживаться инструкции, не переусердствовать с силой искривления.
Советы и рекомендации
Полимерный пластик – универсальный строительный материал, имеющий множество положительных характеристик, одна из которых – способность сгибаться в холодном состоянии. Здесь важно не превышать допустимое значение минимального градуса скручивания для конкретной толщины плит. При использовании ячеистого полимерного пластика гнуть следует только вдоль сот.
Радиус изгиба сотового поликарбоната – значение синтетического стройматериала, которое в обязательном порядке должно учитываться при придании плите требуемой формы. Сделать это в домашних условиях очень просто – руками, зажав плиту в тиски. Соблюдение всех основных рекомендаций позволяет добиться желаемого результата.
- Чистка дымохода своими руками
- Домашняя мини сауна в квартире своими руками
- Как высушить подвал и погреб от сырости
- Как вывести плесень в квартире
Как согнуть поликарбонат под углом или на 90 градусов
Если вы самостоятельно занялись строительством или капитальным ремонтом, всегда возникает много проблемных вопросов. Например, вы выбрали в качестве строительного материала поликарбонат, которому нужно придать кривую форму. Сегодня мы расскажем, как согнуть поликарбонат под углом или на 90 градусов своими руками.

Монолитный поликарбонат
Преимущества
Благодаря великолепным качествам, данный материал становится все более популярным. Его используют в разных сферах жизнедеятельности. Листы карбоната применяют при строительстве площадок для отдыха, крыши для малых построек, козырьков над балконами. Срок службы его более 10 лет. Поликарбонат – это прозрачный, легкий и прочный пластиковый материал. На даче из него строят теплицы и беседки, как показано на фото.
- Благодарясвоейструктуре, материалоченьпрочный, поэтомуоннашелприменениевразличныхсферахстроительства;
- Легкость. Пластиковыелистывнесколькоразлегчеобыкновенногостекла. Этодаетвозможностьработатьснимдаженавысоте;
- Материалпрозрачный. Монолитныйполикарбонат, пропускаетпочти90 % дневногосвета. Авотвторойвидэтогоизделия — сотовый, намногохужепропускаетсвет;
- Листыобладаютгибкостью. Ихможносогнутьподлюбымуглом, приэтомсоздаваяразныеформы;
- Нетребуетсложнойобработки. Изделиеможнорезатьиобрабатыватькраяподручнымиинструментами;
- Можетвыдержатьтемпературныйрежимот — 40градусовдо +120градусов. Этоещеоднодостоинстводанногоматериала: егоможноприменитьвовнутреннихчастяхздания, гдеимеетсявысокаятемпература;
- Непропускаетшумы.
На сегодняшний день существует два вида поликарбоната — это монолитный и сотовый. Они становятся очень популярными в современном строительстве. Чтобы понять, как можно согнуть листы, например, под прямым углом, сначала посмотрим, чем отличается один вид от другого.

Сотовый поликарбонат
Монолитный
Литой материал можно легко обрабатывать: пилить и сверлить, при этом применяя подручные инструменты для дерева и металла, как показано на фото.
Пластиковое изделие достаточно прочное. Так карбонат, который имеет 12 мм толщину, является пуленепробиваемым. Самая маленькая толщина листа – 2 мм. Соответственно, такие листы дешевле.

Сотовый
Это облегченный пластиковый материал. Изделие создано из 2-3 листов, соединенных специальными перемычками, как показано на фото. Между пластинами образуются особые пустоты. 1 кв.м. листа весит около 800 грамм.
И тот и другой вид данного материала больше похож на кровельное железо по свойствам. У поликарбоната достаточно прочности, чтобы при изгибе под углом он мог сопротивляться изменениям.
Поликарбонат отличается от других пластмассовых и пластиковых материалов тем, что его можно согнуть даже в холодном виде. В то время, как другие материалы для сгиба под углом 90 градусов, нужно греть. Для работы с карбонатом обязательно нужно учитывать радиус изгиба в холодном состоянии, который допустим, согласно нормам. Такие данные вы сможете уточнить у продавца.

Для того, чтобы согнуть лист, нужно поместить его в тиски, после чего можно руками гнуть его под углом, как показано на фото. Благодаря прекрасным качествам, изделие без проблем гнется, и вы сможете придать ему нужную форму. Хорошая прочность карбоната даже под давлением не разрушает материал. Он не ломается и не дает трещины, остается ровным и таким же прочным.
Стоит учесть и то, что пластик имеет хорошую текучесть. Даже при температурном режиме до +120 градусов, показатель остается почти такой же, как и при комнатной температуре. Значит, чтобы согнуть карбонат, не стоит его нагревать, потому что он и так согнется.

Если вы работаете с сотовым изделием, знайте, что его можно изогнуть лишь вдоль сотовых ячеек, как показано на фото. Тем не менее, данные виды материалов нельзя согнуть на такой угол, как металлические листы. В этом случае не поможет уменьшить радиус изгиба даже нагревание изделия. Поэтому, нагревать карбонат для того, чтобы создать угол 90 градусов нет смысла.
Листы поликарбоната, которые обладают достаточно хорошими строительными качествами, часто применяют при изготовлении теплиц, козырьков и др.

Подведем итоги
Для того, чтобы согнуть поликарбонат, нужно всего лишь взять лист и проделать это руками, не прибегая к нагреву материала. Только обязательно уточните, какой минимальный радиус изгиба у материала, который вы покупаете. Кроме того, необходимо учесть, что от толщины листов зависит простота и легкость работы.
Инструкция по монтажу сотового поликарбоната
Данное руководство обеспечивает основную информацию для работы и установки светопрозрачной кровли. Пустоты внутри листа обязывают провести предварительные работы с листами перед установкой. Пожалуйста, внимательно прочитайте руководство по эксплуатации перед монтажом светопрозрачной кровли.
- Листы сотового поликарбоната должны транспортироваться на плоской горизонтальной поверхности, которая не должна иметь острых выступающих деталей и должна быть очищена от всякого рода мусора. Листы укладываются один на один в стопку. Высота стопки не должна превышать двух метров. Стопка крепится к кузову автомобиля лентами-стяжками, минимально две ленты по длине и две по ширине. В случае крайней необходимости листы сотового поликарбоната могут транспортироваться в скрученном виде. Радиус скрученного листа не должен превышать минимальный радиус изгиба.
-
- Поликарбонат можно мыть мягкой губкой / тряпкой / щеткой и теплой мыльной водой. Можно применять любое мыло (в т.ч. хозяйственное), средства для мытья посуды и средства для мытья окон с содержанием спирта (но не содержащие ацетон, аммиак), смывать мыло обязательно, чтобы не оставались пятна и разводы.
- Нельзя применять скребки, ножи и прочие острые предметы.
- Нельзя применять средства содержащие ацетон, аммиаки, эфирыХранить листы сотового поликарбоната следует на плоской горизонтальной поверхности, которая не должна иметь острых выступающих частиц и должна быть очищена от всякого рода мусора. Листы хранятся в стопке, высота стопки не должна превышать 2,5 метра. Листы следует хранить в закрытом от солнца и дождя помещении. При хранении на улице, листы должны быть защищены от солнечных лучей, пыли и грязи светлой непрозрачной пленкой (желательно белого цвета). Не рекомендуется хранить листы в скрученном виде.
- Обычное состояние листа без термического расширения достигается при температуре от 10-25 С. Поэтому рекомендовано избегать устанавливать листы в более холодное или теплое время (особенно цветные листы).
- Поверхность СПК чувствительна к механическим повреждениям, поэтому защитная пленка снимается только после монтажа.
- Крыши с использованием СПК следует проектировать с уклоном не менее 5%, для обеспечения стока дождевой воды.
- Монтаж листов СПК следует производить только после завершения всех работ с обрешеткой и каркасом. Если каркас окрашивался, то он должен быть полностью высушен.
- Запрещается ходить по листам СПК, при крайней необходимости следует использовать доски или другой материал, длиной не менее 3-х метров и шириной не менее 0,4 метра.
3. Расположение листов во время установки
- СПК имеет защитный слой от ультрафиолета (UV-слой). Расположение этого слоя, как правило, указывается на защитной пленке. На пленке со стороны UV-слоя наносится маркировка листа – многочисленные надписи, названия, производитель и рекомендации, вторая сторона защищена прозрачной пленкой без надписей. Панель необходимо устанавливать защитным слоем (пленкой с надписями) наружу. Непосредственно перед монтажом следует оторвать пленку от краев листа на расстоянии 10 см. Вся пленка снимается сразу после монтажа.
- Листы СПК должны монтироваться таким образом, чтобы ребра жесткости/каналы поликарбоната располагались строго сверху вниз для выхода конденсата и отвода влажности.

4. Расстояния между стропильными конструкциями
Рекомендуемое соотношение длин сторон ячейки несущей конструкции при изготовлении плоских, скатных и вертикальных конструкций (Рекомендуемый размер шага обрешетки)
Рекомендуемые расстояния между стропилами и обрешеткой не должны противоречить требованиям по давлению ветра и по весу снегового покрова отдельно взятых регионов. Конечные величины должны быть предоставлены проектирующим.
Это самый простой способ крепления поликарбонатных листов. Для крепления используют соединительные поликарбонатные профили, которые крепят к опорным конструкциям винтами или болтами, а затем монтируют на них листы поликарбоната. Данный вид крепления не так надежен, как предыдущий вариант, но считается допустимым. Особенно уязвимы к нагрузкам при таком способе крепления листы 6, 8, 10 мм.

- Арочные конструкции
Л исты поликарбоната можно согнуть в арку до минимально допустимого радиуса без механических повреждений поверхности. Более того, внутреннее давление, которое возникает при сжатии, придает конструкции дополнительную прочность и жесткость. Чем меньше радиус сжатия (вплоть до минимально допустимого), тем выше жесткость конструкции.
Важно! Сжатие и скручивание панели, превышающее минимально допустимый радиус приводит к повышенному давлению и деформации поверхности, как следствие, лопание или заламывание листа. На панели, установленные с нарушением минимального радиуса изгиба, гарантия завода не распространяется!
Минимальный допустимый радиус изгиба листов:
Рекомендуемое соотношение длин сторон ячейки несущей конструкции при изготовлении арочной кровли:

Для монтажа в арочных конструкциях панели готовятся аналогичным образом, как и для скатных конструкций

Листы СПК легко режутся, даже вручную. Наиболее качественная резка листов осуществляется с помощью циркулярных пил с упором, снабженных лезвием с мелкими неразведенными зубьями, армированными твердыми сплавами. При резке листы должны надежно придерживаться во избежание вибрации. Скорость резки -1500-3000 м/мин. Возможна резка ленточной пилой: ширина ленты -10-20 мм, толщина ленты 0,7-1,5 мм, шаг зубьев 2,5-3,5 мм. Скорость резки – 600-1000 м/ мин. После резки необходимо удалить стружку из внутренних полостей панели.

Поликарбонат легко сверлится, не ломаясь при этом. Необходимые условия:
– сверление отверстий производится между ребер жесткости;
– отверстие должно быть удалено от края на расстояние не менее 40 мм;
– диаметр отверстия должен быть на 3 мм больше диаметра самореза;
– для сверления используются стандартные острые металлические сверла: угол заточки 30°,
угол сверления 90°-118°.
5. Комплектующие, применяемые для монтажа поликарбонатных листов
- Торцевые ленты (верхняя герметизирующая, нижняя перфорированная)
- Торцевой профиль UP
- Профиль соединительный (неразъемный НР, разъемный HCP, алюминиевая прижимная планка, алюминиевое основание)
- Уплотнитель EPDM для профилей.
- Профиль коньковый (в зависимости от конструкции)
- Профиль угловой (в зависимости от конструкции)
- Профиль пристенный (в зависимости от конструкции)
- Термошайбы
- Саморезы с уплотняющими резиновыми шайбами (с буром для металлических конструкций, без бура для деревянных каркасов)
- Помнить – наружу устанавливается сторона с пленкой с надписями.
- Производим необходимый раскрой листов.
- Отрываем пленку у краев листа на 80-100мм, но не снимаем полностью.
- Для хранения и перевозки торцы поликарбонатных панелей защищены временным скотчем. При монтаже временный скотч следует удалить и установить: герметизирующую ленту — по верхнему краю (для защиты верхних торцов), а перфорированную — по нижнему (для возможности выхода конденсата из ячеек и защиты листов от пыли). Все открытые каналы панелей должны быть обязательно проклеены торцевой лентой.

- Края, заклеенные лентой, обязательно закрываются торцевыми профилями (если край панели не уходит в пазы или другие профили). В профилях, которые крепятся к нижнему краю листа, необходимо просветлить дренажные отверстия диаметром 2-3 мм с шагом 300 мм
При монтаже необходимо, чтобы короткая полочка торцевого профиля находилась снаружи.
- Перед монтажом снимается нижняя защитная прозрачная пленка.
- Сразу после монтажа вся упаковочная пленка удаляется полностью!

7. Способы соединения и крепления панелей
Для соединения поликарбонатных панелей используются различные виды профилей, которые выбираются в зависимости от несущей конструкции.
- Неразъемный поликарбонатный соединительный профиль НР:
Предназначен для соединения листов между собой. Профиль крепится непосредственно к конструкции с помощью саморезов, края панели с обеих сторон вставляются в профиль, а панели крепятся к конструкции вдоль обрешетин с помощью саморезов с уплотняющими резиновыми шайбами. Удобен для вертикальных, горизонтальных и скатных конструкций
- Пристенный поликарбонатный F-образный профиль.
Предназначен как для герметизации панелей, так и для крепления краев панелей к основанию стены. Крепится при помощи саморезов.

Предназначен для соединения поликарбонатных панелей в коньке до 120 0 (в двускатных конструкциях, в конструкциях-пирамидах).
Включает в себя:
1) базу, на которой помещаются концы соединяемых листов по длине; она крепится к обрешетке через центр с помощью саморезов.
2) крышку, которая крепится к нижней части нажатием руки или при помощи киянки с резиновым наконечником.
Данный профиль удобен для соединения длинных листов на скате крыши или в арочных конструкциях.
- Крепеж поликарбонатных листов осуществляется при помощи саморезов с резиновыми уплотняющими шайбами, по всей обрешетке, с шагом в 400-600 мм,
- Для каждого самореза необходимо заранее просверлить отверстие. Диаметр отверстия должен быть на 2-3 мм больше, чем диаметр самореза, чтобы обеспечить возможность термического расширения и сжатия материала. Данный коэффициент для прозрачных панелей равен 2,5 мм/м, для цветных – 4,5 мм/м,
- При закреплении саморезов избегайте чрезмерного закручивания, которое может привести к деформации поверхности листа. Важно закручивать болты перпендикулярно поверхности, чтобы избежать повреждений.
- Для металлических конструкций рекомендуется использовать саморезы с буром, для деревянных же конструкций используйте шурупы для дерева. Все саморезы должны быть устойчивы к коррозии, с оцинкованными наконечниками или из нержавеющей стали,
- Для точечного крепления сотового поликарбоната к каркасу используйте саморезы и специальные термошайбы. Термошайба состоит из собственно пластиковой шайбы с ножкой (ее высота соответствует толщине панели), уплотнительной шайбы и защелкивающейся крышки. Термошайбы обеспечат надежное и герметичное крепление панели, а также устранят «мостики холода», создающиеся саморезами. Кроме того, ножка термошайбы, упирающаяся в каркас конструкции, предотвратит смятие панели. Для компенсации термического расширения отверстия в панели должны быть на 2-3 мм больше диаметра ножки термошайбы. Рекомендуемый шаг точечного крепления – 300-400 мм.
Следует помнить, что допускается свисание края панели за пределы несущей конструкции не более 10 см, но не менее 3 см.
Внимание! Не оставляйте панели без присмотра на крыше или в месте установки, если они должным образом не зафиксированы и не все крепежные болты вкручены. Во время установки следите, чтобы панели были защищены от внезапных порывов ветра.
Инструкция по монтажу сотового поликарбоната, ООО Сэлмакс
Инструкция по монтажу сотового поликарбоната Данное руководство обеспечивает основную информацию для работы и установки светопрозрачной кровли. Пустоты внутри листа обязывают провести
МОЖНО ЛИ ГНУТЬ ПОЛИКАРБОНАТ Производить гибку монолитного поликарбоната можно, ведь этот полимерный пластик обладает множеством положительных характеристик: относительно небольшим весом; прозрачностью; высокой степенью гибкости; широким рабочим диапазоном температур (-40 до +120 градусов); высокими звукоизоляционными свойствами; поддается искривлению как в разогретом, так и в холодном состоянии; не вызывает сложностей в обработке; не образует сколов при нарушении целостности поверхности. В отличие от стекла монолитные плиты по показателям прочности существенно превосходят его. Толщина листа составляет 2-20 мм. Если сравнивать с сотовым, то по весу монолит тяжелее, но и стоит он дороже. Чаще всего его применяют для обустройства городской инфраструктуры. Листы сотового пластика более тонкие, их толщина варьируется в пределах 16-42 мм, они выделяются высокими показателями тепло- и шумоизоляции, хорошей прозрачностью. Учитывая, что на его изготовление расходуют меньше исходного сырья, себестоимость низкая. Благодаря таким качествам сотовый прозрачный пластик активно используется для перекрытия тепличных помещений, парников, навесов. ЧТО ТАКОЕ МИНИМАЛЬНЫЙ РАДИУС ИЗГИБА ПОЛИКАРБОНАТА Под понятием минимального радиуса изгиба подразумевается показатель, который указывает на максимально допустимое значение сворачивания листа. В случае игнорирования данного параметра при установке арочной кровли могут возникнуть следующие негативные последствия при использовании плит меньшего радиуса, чем необходимо: в результате термического расширения полимерный материал лопнет, а вода будет сочиться через образовавшуюся трещину; нарушится целостность конструкции вследствие выхода крепежных элементов из листа; наблюдается постоянный треск листов синтетического происхождения. Важно! Качество скрутки никаким образом не отображается на прочностных характеристиках и форме полимерного пластика. После разворачивания рулона поликарбонат принимает изначальный вид. МИНИМАЛЬНЫЙ РАДИУС ИЗГИБА СОТОВОГО ПОЛИКАРБОНАТА При изготовлении листов сотового пластика производители соблюдают определенные типовые нормы. Так, стандартные размеры ячеистого полимера составляют 2,1х6 либо 2,1х12 м, а монолитного – 2,05×3,05 м. Примечателен тот факт, что сотовый и литой лист отличаются показателями минимального градуса искривления, а также толщиной листов и весом. Чем меньше толщина синтетического материала, тем сильнее сгибается (скручивается) он. Загнуть монолитный поликарбонат можно в любом направлении – и вдоль, и поперек. Важно! Скручивать листы ячеистого полимера допустимо только вдоль ребер жесткости. Кроме этого, при установке прозрачных плит следует учитывать, где находится сторона с ультрафиолетовым покрытием, иначе кровельный материал не будет в полной мере выполнять свои функции. Во избежание повреждения синтетических панелей во время транспортировки необходимо не превышать ограничительный барьер при скручивании материала. Иначе вероятность того, что полимер лопнет, составляет почти 90%. Получаются следующие показатели: радиус изгиба поликарбоната толщиной 4 мм – 700 мм (можно разместить рулон в салоне автомобиля); радиус искривления синтетического материала толщиной 6 мм – 1050 мм (перевозка возможна уже на крыше автомобиля); радиус изгиба поликарбоната толщиной 8 мм – 1400 мм (можно транспортировать только на крыше авто, в прицепе, грузовом автомобиле); радиус изгиба поликарбоната толщиной 10 мм – 1750 мм (перевозка возможна на крыше авто, в прицепе, грузовом автомобиле); радиус искривления плит толщиной 16 мм – 3000 мм (транспортировать можно на грузовой машине и только в горизонтальном положении); радиус скручивания полимерных листов толщиной 20 мм – 4500; радиус сворачивания сотового изделия толщиной 25 мм – 5000; радиус искривления ячеистых листов толщиной 32 мм – 6400. По большому счету по характеристике искривления монолитного полимера и ячеистого показатели очень схожи, но литой пластик скручивается лучше и в любую сторону. Но он проигрывает пустотелому материалу по весу, что накладывает определенные ограничения при использовании его в конкретных конструкциях и сооружениях. КАК ГНУТЬ ПОЛИКАРБОНАТ В ДОМАШНИХ УСЛОВИЯХ Одно из преимуществ полимерного пластика – способность гнуться даже в холодном состоянии, подвергать его нагреву до определенной температуры нет необходимости, что значительным образом упрощает работу с ним. Здесь главное условие – учитывать показатель минимального градуса искривления.
Литье пластмасс в силикон — доступное мелкосерийное производство в домашних условиях
Многие из тех, кто печатает на 3D-принтере сталкиваются или с необходимостью получить партию моделей в короткие сроки, или скопировать удачно получившуюся деталь, или получить изделия с прочностными характеристиками, превосходящими таковые у пластиков для домашней 3d-печати.
3D-принтер далеко не всегда способен выполнить такие задачи, но отлично подойдет для создания единственного образца, или мастер-модели. А дальше на помощь нам приходят материалы производства компании Smooth-On, наверное, самого популярного производителя материалов холодного отверждения.
В этом обзоре мы сравним самые основные и популярные силиконы, полиуретаны и добавки к ним, кратко посмотрим на основные способы создания форм и изделий, подумаем, где это может найти применение и, наконец, создадим свою силиконовую форму и модель.
Перед написанием этого поста мы прошли трехдневный тренинг у официального дилера Smooth-On в России, чтобы разобраться во всех тонкостях литья в силикон.
Обзор процесса
Процесс создания изделий методом литья практически всегда одинаков: создаем модель, с её помощью создаем силиконовую форму, заливаем в нее материал, получаем изделие. Но в зависимости от модели, необходимых свойств, количества отливок, каждый этап может кардинально меняться. Существует несколько способов как создания формы, так и готового изделия.
Пару слов о подготовке моделей, напечатанных на 3D-принтере. Компания Smooth-On обратила своё внимание на эту технологию и выпустила специальный лак под названием XTC-3D. Он прекрасно сглаживает характерные для напечатанных моделей огрехи, видимые слои, которые обязательно перейдут на силиконовую форму, и придает поверхности гладкость и глянцевый вид.
Подробный обзор XTC 3D Вы можете прочитать .
Методы создания форм
• Сплошная заливка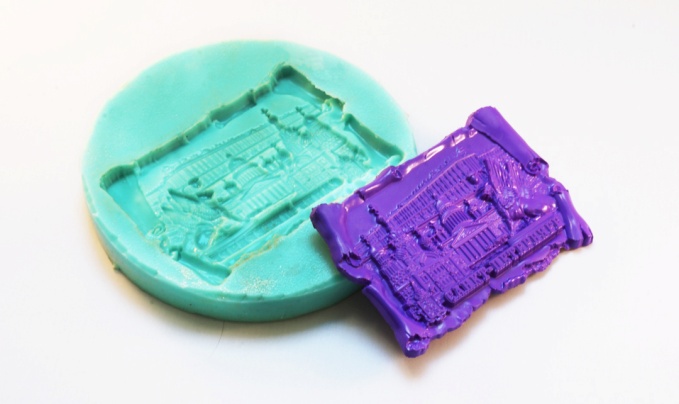
Самый простой способ: модель помещается в опалубку (специальную герметичную емкость из обычного оргстекла, пластика или другого материала), фиксируется в ней и заливается силиконом. Хорошо подходит для простых двухмерных моделей, рельефов, сувенирной и брендинговой продукции.
• Разрезная форма
Аналогичен предыдущему, только модель размещается с учетом того, что форма будет разрезаться полностью или частично для облегчения съема. Модель может быть подвешена с помощью проволоки или размещена на тонкой опоре. Способ предназначен для более сложной геометрии, технических изделий, сложных фигур.
• Двухсоставная форма
Это один из самых сложных способов. Заключается в помещении модели на глиняную или пластилиновую основу, которая делит силиконовую форму пополам.
На основе размещаются специальные замки, которые будут обеспечивать точное совмещение двух форм и отсутствие смещений. Вокруг основы собирается опалубка, герметизируется горячим клеем или пластилином, и в неё заливается первая половина формы. Затем, после отверждения силикона, форма переворачивается, глина или пластилин счищаются, силикон покрывается разделительным составом, и заливается вторая половина формы.
• Метод «в намазку»
Этим методом создаются так называемые «чулочные» формы, когда силикон точно повторяет форму объекта и имеет толщину от 3 мм до нескольких сантиметров. Для создания формы «в намазку» необходим достаточно вязкий силикон, который бы не стекал с модели.
Можно использовать как специально предназначенные для этого силиконы, называемые тиксотропными, так и обычные, но модифицированные с помощью загустителей.
Силикон наносится кисточкой или шпателем в несколько слоёв, в которых чередуется вязкость и скорость отвердевания, чтобы форма была максимально детализированной и прочной. После того, как все слои готовы, с помощью специального состава создается жесткая внешняя оболочка, которая будет держать форму.
Методы заливки пластиков
Самый простой метод заключается в обычной заливке пластика в форму, он подходит для домашнего использования и позволяет достичь приемлемого качества. Но, по необходимости, для более качественного результата возможно использование установок высокого давления, что позволит практически полностью убрать пузырьки воздуха.
Для этого форма вместе с залитым пластиком помещается в камеру, в которой создается повышенное до 4 атмосфер давление. Форма должна оставаться в камере все время отвердевания полиуретана. При таком давлении пузыри уменьшаются до почти невидимых глазу размеров, что значительно повышает качество изделия.
Еще один метод, так называемая заливка «в обкатку», используется для создания полых изделий. В форму заливается небольшое количество пластика, около 10% от общего объема, отверстие для заливки закрывается, и начинается вращение формы по всех плоскостях, вручную или на специальной ротационной машине. При этом пластик отвердевает на стенках формы, создавая полую модель, что позволяет существенно снизить вес изделия и экономить материал.
Обзор силиконов
• Серия Mold Star 15, 16, 30
Силиконы для создания форм на основе платины. Застывают при комнатной температуре, образуют прочную, гибкую и очень детализированную форму. Предназначены для литья силикона, полиуретана, смол, полиэстера, воска и других материалов. Химически чувствительны и не способны работать с латексом, серой и некоторыми другими соединениями.
Самые базовые и основные силиконы, способные решать большинство задач. Цифра в названии отражает твердость по шкале Шор А. Обладает низкой вязкостью, что позволяет в большинстве случаев работать без оборудования для дегазации. Материал двухкомпонентный, части смешиваются в удобном соотношении 1:1 по объему. В основном предназначены для создания форм методом сплошной заливки.
• Серия Rebound 25, 40
Серия силиконов для создания форм методом «в намазку», который состоит в том, чтобы наносить силикон кистью или шпателем на поверхность модели. Обладает высокой вязкостью, возможностью модификации свойств с помощью загустителей и ускорителей для создания качественной многослойной формы. Двухкомпонентный, смешивается в соотношении 1:1 по объему.
• Серия Equinox 35, 38, 40
Силиконовые пасты с временем жизни 1, 4 и 30 минут. Предназначены для ручного смешивания, по консистенции напоминают густое тесто. Цифры соответствуют твердости по Шору А. Обладает крайне высокой прочностью на разрыв и долговечностью. В отвержденном состоянии является безопасным для заливки шоколада, карамели и других ингридиентов.
• Серия SortaClear 18, 37, 40
Серия полупрозрачных силиконов. Такая особенность, как оптическая прозрачность, используется для создания сложных разрезных форм — изделие прекрасно просматривается, что позволяет сделать точный разрез. Как и серия Equinox, является безопасным при контакте с пищевыми продуктами.
Также к силиконам существует большое количество добавок, обладающих самыми разными эффектами. Accel-T и Plat-Cat являются ускорителями отверждения, Slo-jo — увеличивает время жизни силикона, Thi-Vex увеличивает вязкость силикона и позволяет намазывать его кистью или шпателем на модель, Silc-Pig — это концентрированные пигменты для окрашивания.
Обзор полиуретанов
• Серия Smooth-Cast
Самая основная и популярная серия полиуретанов для создания конечных изделий. Линейка включает в себя более 10 наименований различных пластиков с самыми разными свойствами, позволяющими подобрать материал именно для Вашего проекта. Например, Smooth-Cast 300 обладает коротким временем жизни в 3 минуты и временем отверждения в 10 минут, что позволяет быстро воспроизводить большие партии деталей. Smooth-Cast 305 аналогичен предыдущему, но «живет» уже 7 минут, что позволяет провести дегазацию смешанных компонентов и получить еще более качественное изделие. ONYX обладает глубоким черным цветом, которого не достичь с помощью красителей, 65D ROTO предназначен для создания полых моделей с помощью метода «в обкатку», 325 незаменим для точного воспроизведения цвета, 385 отверждается практически без усадки и максимально точно копирует изделие.
• Серия TASK
Серия полиуретанов специального назначения. Разработана для промышленного применения и обладает специфическими свойствами для конкретных задач.
Для Вашего удобства мы сформировали специальные фильтры по сферам применения:
• Пищевые:
Smooth-Sil 940, серия Sorta Clear, серия Equinox, TASK 11.
• Архитектурные, заливка бетона и других абразивных материалов:
Серия VytaFlex, серия Brush-On, серия Ez-Spray, серия PMC.
• Медицинские: симуляция тканей и органов
Серия Dragon Skin, добавки Slacker, Ecoflex 0030, Ecoflex Gel, Body Double.
• Прототипирование:
Практически любые полиуретаны и силиконы, в зависимости от задач и требований. Серии Mold Max, Mold Star, Smooth-Cast, TASK.
• Спецэффекты и грим:
Skin Tite, Body Double, Dragon Skin, Alja-Safe, Ecoflex, Soma Foama, Rubber Glass, Encapso K.
Стоит отметить, что это деление все же условное, и дано, чтобы примерно представить возможности широкого ассортимента компании Smooth-On.
Обзор процесса
Мы будем использовать только те материалы и оборудование, которые можно применить в домашних условиях. Мы попробуем создать самую сложную в изготовлении двухсоставную форму.
Нам понадобятся:
• Платиновый силикон Mold Star 30
• Заливочный полиуретан Smooth-Cast 300
• Лак для 3D-моделей XTC-3D
• Упаковка виниловых перчаток
• Несколько одноразовых пластиковых стаканчиков
• Емкости для смешивания
• Термоклеевой пистолет
• Материал для опалубки (пластиковые панели)
• Скульптурная глина
• Несколько малярных кистей
В роли мастер-модели выступит модель довольно популярного среди печатников тестового болта. Мы распечатали его черным PLA пластиком на Picaso 3D Designer с толщиной слоя 100 микрон. Сделали мы это специально для того, чтобы продемонстрировать эффект XTC 3D, поскольку далеко не каждый 3D принтер может печатать с качеством 50 микрон.
Далее — обработка, чтобы отлитая модель не переняла слоистость напечатанного объекта. Обрабатываем болт лаком XTC-3D (подробнее об этом процесс можно прочитать ), а затем шкурим, чтобы получить гладкую матовую поверхность.
Теперь модель готова к заливке силиконом. Помещаем её на глиняную основу, с помощью которой мы создадим силиконовую форму из двух частей.
Модель должна быть погружена в глину ровно наполовину, так что начинаем процесс выравнивания глины. Края должны быть максимально ровными и полностью прилегать к модели, от этого зависит качество разделения силиконовых половинок. Убираем лишнюю глину и заключаем модель в пластиковую опалубку.
Все стыки пластика обрабатываем термоклеевым пистолетом и закрываем опалубку, окончательно обрабатываем глиняную основу, делаем в ней выемки для замков.
Все готово к заливке силикона. Поскольку двухкомпонентные силиконы и полиуретаны склонны к разделению на фракции, перед каждым использованием их необходимо тщательно перемешивать в емкости.
После перемешивания отмеряем равное количество двух компонентов по объему и приступаем к смешиванию.
Для данной марки силикона дегазация в вакуумной камере необязательна, что очень удобно: исключены появления пузырьков, которые могут испортить нашу форму. Медленно заливаем силикон в опалубку, в самую нижнюю её точку.
И оставляем застывать. Время застывания для этой марки силикона составляет 6 часов. По истечении этого времени освобождаем модель от опалубки.
Затем убираем глину, тщательно очищаем модель от её остатков, смазываем силикон разделительным составом. В случае его отсутствия, можно использовать и обычный вазелин, но качество будет немного хуже.
И дальше полностью повторяем процесс, заливая вторую половину силиконовой формы.
Спустя еще 6 часов силиконовая форма готова. С помощью лезвия аккуратно разъединяем половинки, вынимаем деталь и оцениваем, что у нас получилось.
Хорошо видны замки, закладывавшиеся в глиняной основе, хорошая детализация, несмотря на то, что разделительная линия проходила по довольно сложным местам, вроде вдавленных букв.
На самом деле, для данной модели это не самый оптимальный способ создания формы. Но нам было интересно протестировать именно этот метод, несмотря на сложности.
Итак, все готово к заливке полиуретана. Соединяем две половинки формы, используя элементы опалубки для жесткости, скрепляем с помощью резинок, скотча или другим способом, и приступаем к подготовке полиуретана.
Хорошо перемешиваем оба компонента, встряхивая их в течение 5-10 минут. После этого даем немного отстояться, чтобы вышли образовавшиеся пузыри. Все остальное точно так же, как и с силиконом: отмеряем равное количество по объему и смешиваем их. А дальше действовать нужно быстро: время жизни этого полиуретана составляет всего 3 минуты, а время начинает идти сразу, как вы смешали два компонента вместе. Так что мешаем быстро, но аккуратно, чтобы не создавать лишних пузырьков, и сразу заливаем в форму.
Примерно через 3 минуты, в зависимости от объема материала, произойдет быстрое схватывание пластика, а через 10 минут деталь готова к извлечению.
Модель готова. Переданы абсолютно все детали оригинала.
Заключение
Хочется отметить, что поистине огромные возможности использование материалов Smooth-On открывает в совокупности с 3D-печатью.
Теперь Вы можете получать изделия из огромного количества материалов с самыми различными свойствами, а не ограничиваться лишь классическими PLA и ABS. К тому же, доступным станет мелкосерийное производство: распечатав всего один экземпляр и должным образом его обработав, Вы сможете в довольно короткие сроки создать необходимое Вам количество копий в домашних условиях. Для достижения приемлемого результата вовсе не обязательно использование дорогостоящего оборудования.
В случае если Вам необходимы услуги мелкосерийного производства Top 3D Shop к вашим услугам.



